Získať cenovú ponuku
Tlakové liatie automobilových dielov je dominantná výrobná metóda pre veľkoobjemové, presné kovové komponenty v automobilovom priemysle — a z dobrého dôvodu. Poskytuje tesné tolerancie, zložité geometrie a vynikajúce povrchové úpravy pri nákladoch na diel, ktorým sa žiadny iný proces v mierke nevyrovná. Či už získavate držiaky, kryty alebo štrukturálne kryty batérií EV, pochopenie tlakového odlievania vám pomôže robiť rýchlejšie a inteligentnejšie rozhodnutia.
Táto príručka pokrýva všetko od základov procesu tlakového liatia až po výber materiálu, aplikácie elektrických vozidiel, možnosti dokončovania a praktické často kladené otázky – takže môžete určiť, či je tlakové liatie to pravé pre váš projekt.

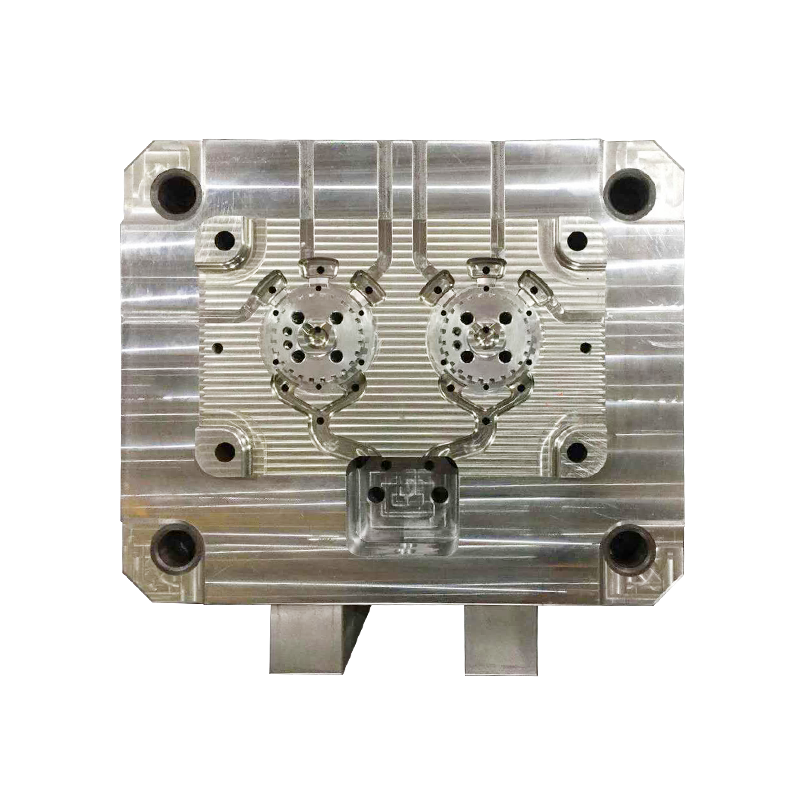
Tlakové liatie je proces odlievania kovov, pri ktorom sa roztavený kov vstrekuje pod vysokým tlakom do opätovne použiteľnej oceľovej formy, nazývanej matrica. Kov rýchlo tuhne a hotový diel sa vysunie – často za menej ako 60 sekúnd na cyklus. Pre automobilové aplikácie sa to premieta do miliónov dielov takmer čistého tvaru s konzistentnou rozmerovou presnosťou.
Zahŕňa automobilový sektor viac ako 75 % celosvetovej výroby tlakových odliatkov , podľa Severoamerickej asociácie tlakového odlievania (NADCA). Bežné automobilové diely vyrábané tlakovým liatím zahŕňajú bloky motorov, skrine prevodoviek, čapy riadenia, telesá čerpadiel, kľučky dverí a čoraz častejšie aj veľké konštrukčné komponenty pre elektrické vozidlá.

Pochopenie procesu vám pomôže predvídať dodacie lehoty, požiadavky na dizajn a nákladové faktory.
Existuje niekoľko variantov tlakového liatia, z ktorých každý je vhodný pre rôzne zliatiny, veľkosti dielov a požiadavky na kvalitu.
| Typ | Ako to funguje | Najlepšie zliatiny | Kľúčová výhoda |
|---|---|---|---|
| Horúca komora | Vstrekovací mechanizmus je ponorený do roztaveného kovu | Zinok, horčík | Rýchle časy cyklov, nízka pórovitosť |
| Studená komora | Kov naberaný do brokovej objímky samostatne | Hliník, meď | Manipuluje so zliatinami s vysokou teplotou topenia |
| Vákuové odlievanie | Pred vstrekovaním sa z formy evakuuje vzduch | hliník | Takmer nulová pórovitosť, zvárateľné časti |
| Polotuhé (Tixocasting) | Kov vstrekovaný v polotuhom stave | hliník, Magnesium | Vynikajúce mechanické vlastnosti |
| Squeeze Casting | Počas tuhnutia sa aplikuje vysoký tlak | hliník | Konštrukčná celistvosť, tepelne spracovateľná |
Pre väčšinu veľkoobjemových automobilových aplikácií, liatie hliníka v studenej komore je predvolená voľba. Vákuové tlakové liatie je čoraz viac špecifikované pre konštrukčné diely EV, kde sa vyžaduje zvárateľnosť.

Dominancia tlakového liatia v automobilovej výrobe nie je náhodná. Ponúka kombináciu výkonnostných atribútov, ktoré konkurenčné procesy jednoducho nedokážu replikovať vo veľkom rozsahu.

Žiadny výrobný proces nie je bez kompromisov. Pochopenie obmedzení tlakového liatia vám pomôže vyhnúť sa nákladným prekvapeniam.

Tlakovo liate automobilové komponenty plnia konštrukčné, tepelné, mechanické a estetické úlohy. Proces je vybraný práve preto, že dokáže súčasne uspokojiť viacero funkčných požiadaviek v jednej časti.
Čapy riadenia, konzoly pomocného rámu a komponenty zavesenia znášajú dynamické zaťaženie a musia spĺňať požiadavky prekračujúce únavovú životnosť 10 miliónov cyklov . Hliníkové tlakové odliatky s pevnosťou v ťahu 280–320 MPa spĺňajú tieto požiadavky a zároveň znižujú hmotnosť o 40–50 % v porovnaní s ekvivalentmi ocele.
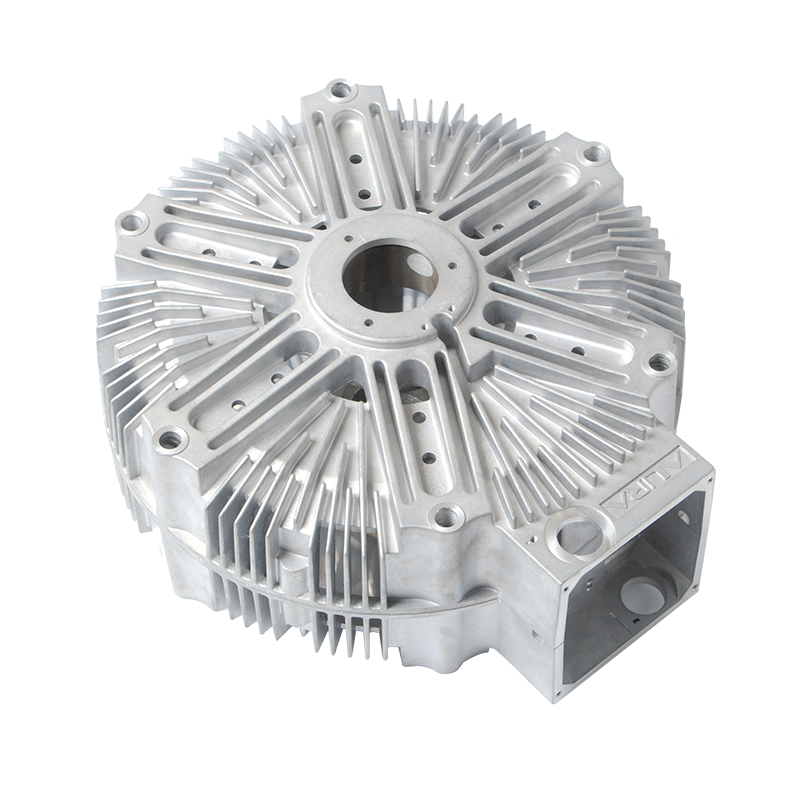
Bloky motorov, hlavy valcov a čoraz častejšie kryty batérií elektromobilov využívajú schopnosť tlakového odlievania integrovať komplexné chladiace kanály priamo do geometrie dielu – eliminujúc tak spájkované zostavy a znižujú tepelný odpor.
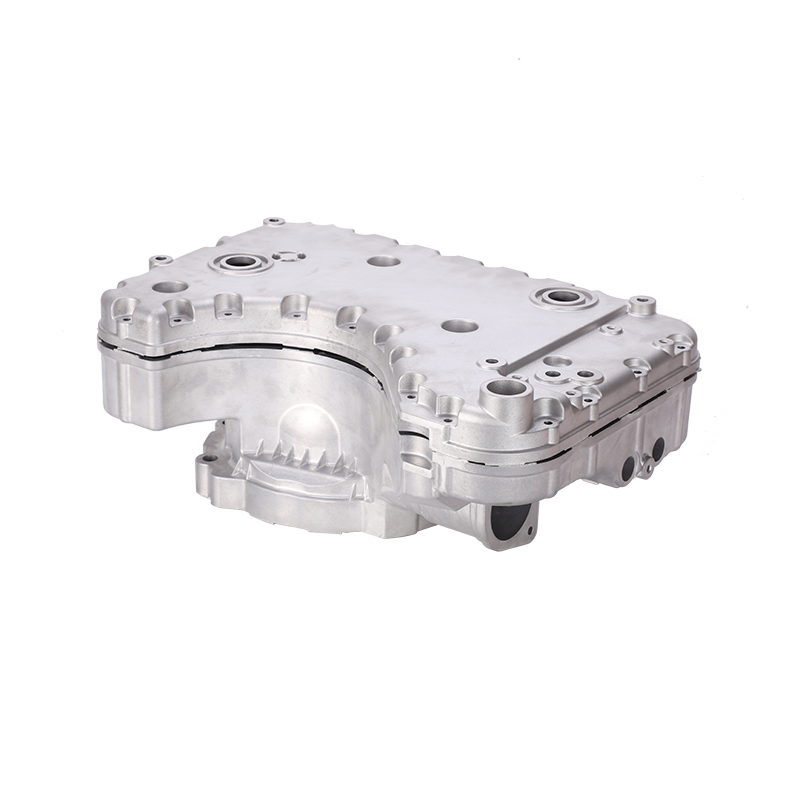
Prevodové skrine, telesá diferenciálov a telesá čerpadiel tvoria utesnené kryty pre kvapaliny pod tlakom. Tlakové liatie poskytuje rozmerovú konzistenciu potrebnú na spoľahlivé utesnenie tesnenia bez ručnej montáže.
V moderných vozidlách sú v krytoch z tlakovo liateho hliníka a zinku umiestnené ECU, senzory a konektory, ktoré poskytujú tienenie EMI, uzemňovacie cesty a ochranu pred vibráciami a vniknutím.
Výber materiálu je jedným z najdôslednejších rozhodnutí pri tlakovom liatí automobilových dielov. Každá rodina zliatin ponúka odlišnú kombináciu vlastností, nákladov a spracovateľnosti.
| Zliatina | Hustota (g/cm³) | Pevnosť v ťahu (MPa) | Typické automatické aplikácie |
|---|---|---|---|
| hliník A380 | 2.71 | 310 | Bloky motora, skrine, držiaky |
| hliník ADC12 | 2.74 | 320 | Prevodovky, zásobníky na batérie EV |
| Horčík AZ91D | 1.81 | 230 | Prístrojové dosky, volanty |
| Zinkový zamak 3 | 6.60 | 283 | Kľučky dverí, zámkové komponenty, konektory |
| Meď C83600 | 8.50 | 255 | Elektrické svorky, ložiská |
Zliatiny hliníka dominujú pri tlakovom odlievaní automobilov , čo predstavuje približne 80 % hmotnosti všetkých automobilových odliatkov. Trend smerom k odľahčovaniu vozidiel urýchľuje prechod od zinku a liatiny k hliníku – najmä v hnacích a konštrukčných aplikáciách.

Elektrické vozidlá zásadným spôsobom menia dopyt po tlakovom liatí. Eliminácia spaľovacieho motora odstraňuje niektoré tradičné aplikácie odlievania (hlavy valcov, bloky motorov), pričom vytvára oveľa väčšie možnosti v architektúrach špecifických pre elektromobily.
Používajú ho najmä výrobcovia elektromobilov vysoko ťažné hliníkové zliatiny ktoré vydržia nárazové zaťaženie bez zlomenia – požiadavka vyplývajúca z predpisov o ochrane batérie. Zliatiny ako Silafont-36 (AlSi10MnMg), Aural-2 a proprietárne kompozície sú optimalizované pre:

Najtransformatívnejší trend odlievania EV je giga-casting — používanie strojov s upínacími silami 6 000 až 16 000 ton na výrobu masívnych jednodielnych konštrukčných odliatkov, ktoré nahrádzajú stovky lisovaných a zváraných dielov. Napríklad zadný spodok modelu Y od Tesly sa približne konsoliduje 70 jednotlivých dielov do jedného tlakovo liateho komponentu , čím sa skráti čas montáže o 30 % a hmotnosť o 10 %.
Medzi kľúčové aplikácie tlakového liatia EV patria:
Globálny trh tlakového liatia EV bol ocenený na približne 5,8 miliardy dolárov v roku 2023 a predpokladá sa, že do roku 2032 presiahne 18 miliárd dolárov, čo bude poháňané mierou prijatia elektromobilov a šírením technológie giga-casting medzi výrobcami OEM vrátane spoločností Volvo, Toyota a Rivian.

Odlievanie pod tlakom sa používa prakticky v každom systéme vozidla. Nasledujú najvýznamnejšie oblasti použitia:
Bloky motorov, hlavy valcov, olejové vane, kryty rozvodov a skrine prevodoviek boli historicky základom tlakového liatia automobilov. Typický motor V6 môže obsahovať 15–20 tlakovo odliatych komponentov z ktorých každá vyžaduje zložité vnútorné jadro a tesné tolerancie dier.
Články riadenia, konzoly ramena nápravy a uzly pomocného rámu sa čoraz častejšie odlievajú pod tlakom z hliníka, čím nahrádzajú kovanú oceľ, aby sa znížila neodpružená hmota. Znížená neodpružená hmotnosť dokonca o 1 kg na zákrutu merateľne zlepšuje jazdnú frekvenciu a odozvu ovládania.
Kľučky dverí, držiaky zrkadiel, nastavovacie prvky sedadiel a ozdobné prvky obloženia sú zvyčajne odliate zo zinku, čo využíva schopnosť zinku udržať tesné tolerancie na tenkých stenách 0,4 mm .
Telesá kompresorov, telesá čerpadiel, telesá termostatov a telesá ventilov pre HVAC a chladiace systémy sú bežne liate z hliníka, vybrané pre svoju tlakovú tesnosť a kompatibilitu s chemickými látkami chladiacej kvapaliny.
Kryty ECU, držiaky radarových snímačov a telesá konektorov patria medzi najrýchlejšie sa rozvíjajúce aplikácie tlakového liatia v moderných vozidlách, ktoré sú poháňané rozširovaním ADAS a prepojenej elektroniky vozidiel.

Väčšina automobilových dielov odlievaných pod tlakom vyžaduje jednu alebo viac dokončovacích operácií, aby sa splnili funkčné alebo estetické požiadavky. Výber správneho procesu dokončovania je rovnako dôležitý ako samotné parametre odlievania.
Výber dodávateľa je strategické rozhodnutie, ktoré ovplyvňuje náklady, kvalitu a odolnosť dodávateľského reťazca počas životnosti programu. Nevyberajte len podľa ceny za kus — Kvalita nástrojov, riadenie procesu a schopnosť aplikačného inžinierstva sú rovnako dôležité.
Vyhodnoťte tonáž strojov dodávateľa, možnosti návrhu lisovníc (interné vs. externe dodávané) a systémy riadenia procesov. V prípade konštrukčných dielov EV potvrďte, že majú schopnosť vákuového odlievania alebo odlievania a skúsenosti so zliatinami s vysokou ťažnosťou.
Minimálne by sa mali držať dodávatelia tlakového liatia pre automobilový priemysel IATF 16949 certifikáciu a prevádzkovať proces APQP/PPAP. Požiadajte o údaje Cpk (cieľ ≥ 1,67 pre kritické dimenzie) a metriky chybovosti (cieľ ≤ 50 ppm pre automobilový priemysel úrovne 1).
Najlepší dodávatelia sa zapájajú už do fázy návrhu, aby optimalizovali geometriu dielu pre zlievateľnosť, čím sa znížila zložitosť nástrojov a čas cyklu. Vyhľadajte demonštrované prípadové štúdie DFM, ktoré ukazujú konsolidáciu dielov alebo výsledky zlepšenia.
Dodávatelia so schopnosťou vlastného obrábania, dokončovania a podzostáv znižujú počet vašich vrstiev a zložitosť logistiky. V prípade globálnych programov si overte, že dodávateľ má schopnosť viacerých lokalít alebo kvalifikované záložné zdroje.
Tlakové liatie je vynikajúcou voľbou, keď sa zladí niekoľko podmienok. Na posúdenie vhodnosti použite nasledujúci rámec:
| Faktor | Uprednostňuje sa tlakové liatie | Zvážte alternatívy |
|---|---|---|
| Ročný objem | > 5 000 dielov/rok | <5 000 (odlievanie do piesku, 3D tlač) |
| Materiál | Al, Zn, Mg, Cu | Oceľ, titán, inconel |
| Zložitosť geometrie | Komplexné, viacfunkčné, tenkostenné | Jednoduché hranolové tvary (obrábanie) |
| Štrukturálna kritickosť | Stredná až vysoká (s vákuom) | Najvyššia bezpečnostná trieda (kovanie) |
| Požiadavka na povrchovú úpravu | Ra 1–3 µm po odliatí prijateľné | Vyžaduje sa zrkadlová úprava (obrábanie) |
| Čas na trh | Prijateľná doba prípravy nástrojov 8–16 týždňov | Potrebné týždne (3D tlač, obrábanie) |
Ak je váš diel vyrobený z hliníka alebo zinku, vyrábaného vo viac ako 10 000 kusoch ročne a má vnútorné kanály alebo zložitú vonkajšiu geometriu, tlakové liatie bude takmer určite cenovo najefektívnejšou možnosťou. Pre malé objemy, aplikácie kritické z hľadiska bezpečnosti vyžadujúce kovanú mikroštruktúru alebo exotické zliatiny, zvážte alternatívy.

Odlievaním zinku sa dajú dosiahnuť steny tenké ako 0,4–0,6 mm ; hliník má zvyčajne praktické minimum 1,0–1,5 mm pre automobilové konštrukčné diely. Príliš tenké steny môžu viesť k studeným uzáverom a neúplnej výplni.
Typicky produkuje dobre udržiavaná nástrojová oceľ H13 100 000 – 500 000 výstrelov na hliníkové odliatky a až 1 000 000 brokov na zinok. Životnosť lisovnice do značnej miery závisí od geometrie dielu, teploty zliatiny a konštrukcie chladiaceho okruhu.
Štandardné diely odlievané pod vysokým tlakom (HPDC) obsahujú zachytený plyn a vo všeobecnosti sú nezvárateľné . Diely odlievané pod tlakom alebo lisované liate s použitím zliatin s vysokou ťažnosťou (napr. Silafont-36) môžu byť zvárané MIG/TIG a používajú sa v konštrukčných aplikáciách karosérií EV.
Giga-casting sa vzťahuje na použitie veľmi veľkých strojov na tlakové liatie (upínacia sila 6 000 – 16 000 ton) na výrobu jednodielnych konštrukčných odliatkov. Tesla bol priekopníkom tejto techniky so zadným spodkom modelu Y a konkurenti vrátane spoločností Volvo, Toyota, BYD, Geely a Rivian aktívne implementujú podobné procesy.
Priemyselné röntgenové žiarenie (2D a 3D CT skenovanie) je primárnou metódou kontroly vnútornej pórovitosti v odliatkoch kritických z hľadiska bezpečnosti. ASTM E505 a ASTM E155 poskytujú referenčné rádiografické štandardy pre prijateľné úrovne pórovitosti hliníkových a horčíkových tlakových odliatkov.
Pre typické hliníkové tlakové liatie automobilového priemyslu očakávajte 16-24 týždňov od zmrazenia dizajnu po prvé diely schválené PPAP: 8–12 týždňov na výrobu lisovníc, 2–4 týždne na skúšobné snímky a optimalizáciu procesu a 4–8 týždňov na dokumentáciu a schválenie PPAP.
Drsnosť povrchu pri odliatku hliníka je typicky Ra 1,6–3,2 µm na rovných povrchoch a Ra 3,2–6,3 µm v oblastiach so zložitou geometriou alebo v blízkosti miest vetrania. Leštené povrchy matrice môžu dosiahnuť Ra 0,8 µm na kozmetických plochách. $
Ste pripravení Spolupracovať S Jiedou?
* Váš e -mail je u nás v bezpečí, nemáme spam.
Výrobky
Kontaktné informácie
nbjd011@126.com
+86-574-86115705
Č. 58 Mold Road, Daqi Technology Industrial Zone, okres Beilun, Ningbo