Získať cenovú ponuku
V sekdore výroby nových energetických vozidiel (NEV) vysokotlakové odlievanie hliníka (HPDC) sa stal preferovaným formovacím procesom pre kryty batérií, kryty modorov, kryty jednotiek riadenia výkonu (PCU) a konštrukčné komponenty. Použitím hliníkových zliatin ADC12, A380 alebo A356 ako surovín tento proces umožňuje komplexné geometrie, integrované chladiace kanály a presné montážne rozhrania v jedinom lisovacom cykle. Očakáva sa, že globálny trh s tlakovým liatím automobilových dielov bude rásť 55 miliárd USD v roku 2025 to 90 miliárd USD do roku 2034 (CAGR 5,5 %), pričom hliníkové zliatiny riadia a 70 % zdieľanie materiálu a prepravné aplikácie 56,6 % dopytu. NEV využívajúce tlakovo liate hliníkové komponenty môžu dosiahnuť zníženie hmotnosti batériového zdroja o približne 20 % , výrazne zlepšuje energetickú účinnosť a jazdný dosah a zároveň prináša obrovské výhody v oblasti nákladov počas životného cyklu.
Základné materiály pre NEV tlakovo liate komponenty sú zvyčajne ADC12 (norma JIS) , A380 (norma ASTM) , alebo A356 (norma ASTM) hliníkových zliatin. Tieto tri zliatiny vykazujú významné rozdiely v zložení, mechanických vlastnostiach a tepelnej vodivosti, čo priamo ovplyvňuje štrukturálnu pevnosť batérie, účinnosť rozptylu tepla a odolnosť proti korózii.
ADC12 sa vyznačuje vysokým obsahom kremíka 9,6 % – 12 % a obsah medi 1,5 % – 3,5 % , ktorá poskytuje výnimočnú tekutosť a tenkostennú plnivosť, ktorá je ideálna na výrobu presných rebier na odvádzanie tepla a zložitých krytov s hrúbkou steny len 1,0–1,2 mm . Jeho typická pevnosť v ťahu je 150 – 200 MPa s tepelnou vodivosťou 130–150 W/m·K . A380 ponúka vyšší obsah medi (3,0 % – 4,0 %), čím dosahuje pevnosť v ťahu 210–250 MPa a vyššiu tvrdosť (60–80 HB), vďaka čomu je vhodný pre vysoko zaťažené konštrukčné diely. A356 (AlSi7Mg0,3) je spevnený obsahom horčíka, ponúka vynikajúcu zlievateľnosť a odolnosť proti korózii s tepelnou vodivosťou 120–160 W/m·K , vďaka čomu je preferovanou voľbou pre priehradky na batérie a konštrukčné bezpečnostné komponenty.
| Ukazovateľ výkonu | ADC12 | A380 | A356 |
|---|---|---|---|
| Obsah kremíka (Si) | 9,6 % – 12 % | 7,5 % – 9,5 % | 6,5 % – 7,5 % |
| Obsah medi (Cu) | 1,5 % – 3,5 % | 3,0 % – 4,0 % | ≤ 0,20 % |
| Pevnosť v ťahu (MPa) | 150 – 200 | 210 – 250 | 220 – 280 (T6) |
| Tepelná vodivosť (W/m·K) | 130 – 150 | 96 | 120 – 160 |
| Typické aplikácie | Kryty motora, kryty PCU | Vysoko zaťažené konštrukčné diely | Batériové vaničky, konštrukčné diely |
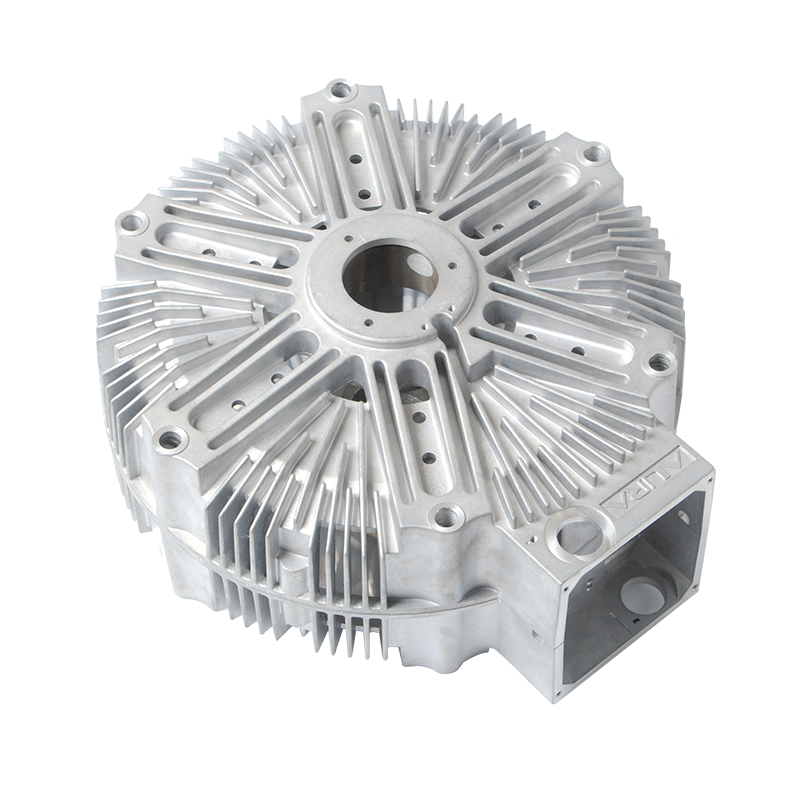
Pre kryty motorov a PCU je ADC12 cenovo najefektívnejšou voľbou vďaka svojej vynikajúcej tepelnej vodivosti ( 130–150 W/m·K ) a vynikajúcu tvárnosť odliatku. Pre zásobníky batérií a konštrukčné bezpečnostné komponenty dosahuje A356 s tepelným spracovaním T6 pevnosť v ťahu 220–280 MPa a vynikajúca odolnosť proti korózii v porovnaní so zliatinami s medenými ložiskami, čo z neho robí preferovanú možnosť pre bezpečnosť pri náraze. A380 sa odporúča pre konštrukčné diely podvozku vyžadujúce vysokú mechanickú zaťažiteľnosť. Všetky tri zliatiny zdieľajú hustotu približne 2,7 g/cm³ dosiahnutie redukcie hmotnosti 40 % – 60 % v porovnaní s oceľou priamo zlepšuje dojazd vozidla.
Tepelný manažment napájacích batérií je jadrom bezpečnosti a výkonu NEV. Optimálne okno prevádzkovej teploty pre lítium-iónové články je 15 až 35 °C ; presahujúce 45 °C urýchľuje degradáciu kapacity, kým teploty nad 60 °C predstavujú riziko úniku tepla. Kryty z tlakovo liateho hliníka dosahujú efektívny tepelný manažment prostredníctvom nasledujúcich mechanizmov:
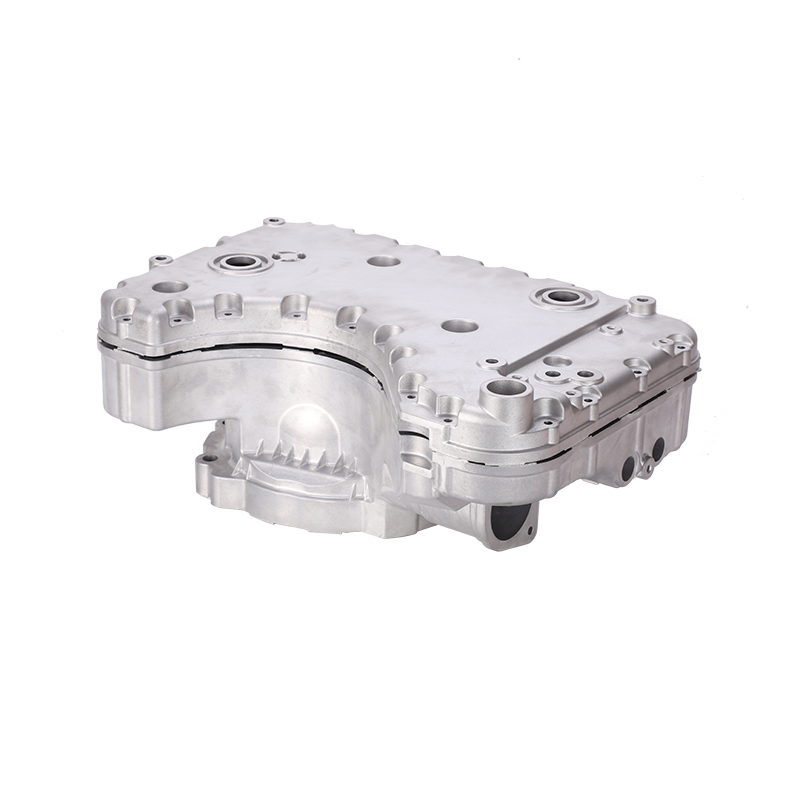
Vysokotlakové liatie do formy umožňuje priame tvarovanie zložitých kvapalinových chladiacich kanálov, rebier na odvádzanie tepla a tepelných rebier vo forme, čím sa dosiahne integrovaný dizajn bytovú štruktúru a systémy tepelného manažmentu. Táto štruktúra eliminuje tepelný odpor rozhrania z tradičných procesov zvárania alebo montáže, čím sa minimalizuje cesta tepelného odporu od povrchu bunky k chladiacej kvapaline. Tepelná vodivosť hliníkových zliatin A356 alebo ADC12 ( 96–150 W/m·K ) je 3-5 krát oceľové, čo umožňuje rýchlu difúziu tepla po celom povrchu krytu.
| Materiál na bývanie | Tepelná vodivosť (W/m·K) | Hustota (g/cm³) | Zníženie hmotnosti | Riziko tepelného úniku |
|---|---|---|---|---|
| Tlakovo odlievaný hliník | 96 – 150 | 2.7 | 40 % – 60 % | Nízka |
| Extrudovaný hliník | 180 – 210 | 2.7 | 40 % – 55 % | Stredná |
| Lisovaná oceľ | 45 – 55 | 7.8 | Základná línia | Vysoká (slabý odvod tepla) |
| kompozitné (SMC) | 0,2 – 0,5 | 1,8 – 2,0 | 50 % – 65 % | Extrémne vysoká (vyžaduje dodatočné chladenie) |
Aj keď kryty z tlakovo liateho hliníka majú o niečo nižšiu tepelnú vodivosť ako extrudované hliníkové profily, ich integrovaná schopnosť tvarovania umožňuje optimalizovaný návrh dráhy tepelného toku a ich konštrukčná integrita ďaleko presahuje zvárané profilové zostavy. Pokiaľ ide o tepelnú ochranu, hliníkové kryty môžu spomaliť šírenie požiaru 5–10 minút , ktoré poskytujú obyvateľom kritický čas úniku, zatiaľ čo kompozitné kryty vyžadujú dodatočné ohňovzdorné vrstvy, aby spĺňali normy GB 38031.
Kryty batérií NEV slúžia nielen ako nosiče tepelného manažmentu, ale aj ako kritické bariéry pre celkovú konštrukčnú bezpečnosť vozidla. Tlakovo liate hliníkové zliatiny vytvárajú viacvrstvové ochranné systémy prostredníctvom kombinácie vnútornej pevnosti materiálu a štrukturálnej optimalizácie.
Moderné tlakovo liate podnosy na batérie zvyčajne používajú a základová doska priečneho nosníka rámu sendvičová štruktúra. Prostredníctvom analýzy toku formy, ktorá optimalizuje polohy vrát a rozloženie hrúbky steny, sa oblasti kritické pre kolíziu (ako sú nosníky bočného nárazu) lokálne zosilnia. 10-12 mm , zatiaľ čo nekritické oblasti sú obmedzené na 2-3 mm , dosiahnutie optimálnej rovnováhy medzi hmotnosťou a silou. Zliatina A356-T6 dosahuje medzu klzu 180–220 MPa a v kombinácii so zložitými rebrovými štruktúrami, ktoré umožňuje tlakové liatie, môžu spĺňať požiadavky C-NCAP a E-NCAP nárazovej skúšky na bočný stĺp.
Kryty batériových jednotiek musia dosiahnuť IP67 alebo IP69K stupeň ochrany (podľa IEC 60529 a ISO 20653), ktorý poskytuje úplnú ochranu proti prachu a 30-minútovú odolnosť voči ponoreniu do hĺbky 1 metra. Tlakovým liatím sa dosahuje presná kontrola rovinnosti tesniaceho povrchu ( ±0,05 mm ) a drsnosť povrchu (Ra≤3,2 μm), čo zaručuje dokonalú kompatibilitu s tesniacimi tesneniami. Okrem toho musia kryty odlievané pod tlakom prejsť testovaním netesnosti héliovou hmotnostnou spektrometriou, pričom miera úniku sa zvyčajne vyžaduje nižšie 15 sccm (štaardné kubické centimetre za minútu), aby sa zabezpečila absolútna izolácia medzi okruhmi chladiva a komorami článkov.
Vysokotlakové liatie (HPDC) je proces tvarovania, pri ktorom sa roztavená hliníková zliatina vstrekuje do presných oceľových foriem vysokou rýchlosťou pod tlakom 30-150 MPa . Tento proces demonštruje tri hlavné výhody pri výrobe komponentov NEV:
Tlakové liatie dosahuje rozmerové tolerancie o ±0,03–0,05 mm , ďaleko presahujúce lisovanie (±0,1–0,3 mm) a zváranie (±0,5–1,0 mm). Ešte dôležitejšie je, že umožňuje odlievanie kanálov na chladenie kvapaliny, montážnych konzol, upevňovacích svoriek káblových zväzkov, montážnych pozícií konektorov a dokonca montážnych sediel výbuchového ventilu v jednej operácii, čo výrazne znižuje následné procesy obrábania a montáže. Pre zásobníky batérií môže tlakové liatie integrovať tradičné 6–10 lisovaných a zváraných dielov do 1–2 tlakovo liate komponenty , eliminuje riziko zlyhania zvaru a zároveň znižuje akumuláciu tolerancie pri montáži.
Akonáhle sa investuje do nástrojov (veľké formy zásobníkov batérií zvyčajne vydržia 80 000 – 100 000 výstrelov ), jednodielne cykly tlakového liatia možno skrátiť na 60 – 120 sekúnd , vďaka čomu sú veľmi vhodné pre vyššie nároky na platformu 100 000 jednotiek ročne . Predpokladá sa, že globálny trh so strojmi na tlakové liatie hliníka bude rásť 86,14 miliardy USD v roku 2025 to 144,04 miliardy USD do roku 2034 (CAGR 5,88 %), pričom ázijsko-pacifický región drží a 41 % podiel na trhu a samotná Čína 16 % ázijsko-pacifického trhu.
Poprední výrobcovia používajú integrovaný dizajn CAD/CAM/CAE v kombinácii s analýzou toku formy na predpovedanie polohy vtoku, distribúcie pórovitosti a defektov horúcich miest. Výrobné linky sú vybavené Röntgenová rádiografia (RT) and priemyselné CT skenovanie , čím sa zabezpečí, že vnútorná pórovitosť zostane nižšia 0,1 % —kritický prah na zaručenie integrity tesnenia IP67 a životnosti konštrukcie. Systémy manažérstva kvality musia byť IATF 16949 certifikovaný, pokrývajúci celý proces od obstarávania surovín, odplyňovania taveniny, sledovania parametrov výstrelu až po testovanie tesnosti hotového výrobku.

Dojazd NEV vykazuje silnú negatívnu koreláciu s hmotnosťou vozidla. Výskum naznačuje, že každý 100 kg zníženie hmotnosti vozidla môže zlepšiť dojazd o 6 % – 8 % (cca 30-50 km). Komponenty z tlakovo liateho hliníka dosahujú výrazné zníženie hmotnosti v nasledujúcich kľúčových oblastiach:
| Komponent | Hmotnosť tradičného procesu (kg) | Hmotnosť liateho hliníka (kg) | Zníženie hmotnosti | Zlepšenie odhadovaného rozsahu |
|---|---|---|---|---|
| Zásobník na batérie | 80 – 120 (oceľ) | 35 – 50 | 55 % – 60 % | 25 – 40 km |
| Kryt motora | 15 – 20 (liatina) | 6 – 9 | 55 % – 60 % | 5 – 8 km |
| Kryt PCU | 5 – 8 (tlakovo liaty Al) | 3 – 5 | 30 % – 40 % | 2 – 4 km |
| Pomocný rám / Konštrukčné diely | 25 – 35 (oceľ) | 12 – 18 | 45 % – 50 % | 8 – 12 km |
Vezmem čisto elektrický sedan s pohotovostnou hmotnosťou 1 800 kg , kapacita batérie 70 kWh a rozsah NEDC 500 km napríklad výmena priehradky na batériu, krytu motora a pomocného rámu za komponenty z tlakovo liateho hliníka môže znížiť celkovú hmotnosť vozidla o 80-120 kg , čím sa dosah zvýši približne o 40-70 km — ekvivalentné 5 % – 8 % úspora nákladov na batérie.
Aj keď komponenty z tlakovo liateho hliníka vyžadujú vyššiu počiatočnú investíciu do nástrojov (veľký zásobník na batérie sa formuje približne 50 000 – 150 000 USD ), ich 10-ročné celkové náklady na vlastníctvo (TCO) je výrazne nižšia ako oceľové alternatívy. Nasledujúce porovnanie je založené na ročnej výrobnej platforme 100 000 kusov:
| Nákladový faktor | Tlakovo odlievaný hliník | Extrudované Al zváranie | Lisovaná oceľ Welding | kompozitné (SMC) |
|---|---|---|---|---|
| Jednotková hmotnosť (kg) | 35 – 50 | 40 – 55 | 80 – 120 | 30 – 45 |
| Počet dielov | 1 – 2 ks | 5 – 8 ks | 10 – 15 ks | 1 – 3 ks |
| Investície do nástrojov | Vysoká (jednorazová) | Stredná | Nízka | Vysoká (kompozitné formy) |
| Montážne procesy | Minimálne | Viacnásobné (zváracie obrábanie) | Rozsiahle (tesnenie bodovým zváraním) | Málo (spojovacie skrutky) |
| Celkové hodnotenie TCO | Nízkaest | Stredná | Vysoká (pokuta za hmotnosť) | Vysoké (doplnkové náklady na chladenie) |
Okrem toho, 100% recyklovateľnosť hliníkových zliatin je v súlade s globálnymi trendmi obehového hospodárstva. Komponenty NEV na konci životnosti sa dajú pretaviť a znovu použiť pri výrobe tlakového odlievania, pričom uhlíková stopa je oveľa nižšia ako pri tavení ocele alebo pri syntéze kompozitov. Pre výrobcov automobilov, ktorí sledujú ciele ESG, ponúkajú komponenty z tlakovo liateho hliníka významné výhody v hodnotení udržateľnosti.
Pre výrobcov NEV a dodávateľov Tier 1 môže zahrnutie nasledujúcich technických parametrov do kvalifikácie dodávateľov a súťažných podkladov efektívne filtrovať kvalitných partnerov pre tlakové liatie a zmierniť riziká postprodukčnej kvality:
Začlenením týchto ukazovateľov do technických špecifikácií a kontrolných zoznamov auditov dodávateľov môžu obstarávateľské orgány zabezpečiť, aby boli vybrané NEV tlakovo liate komponenty poskytujú stabilnú, bezpečnú a ľahkú konštrukčnú podporu a zabezpečenie tepelného manažmentu počas celého životného cyklu. $
Ste pripravení Spolupracovať S Jiedou?
* Váš e -mail je u nás v bezpečí, nemáme spam.
Výrobky
Kontaktné informácie
nbjd011@126.com
+86-574-86115705
Č. 58 Mold Road, Daqi Technology Industrial Zone, okres Beilun, Ningbo