Získať cenovú ponuku
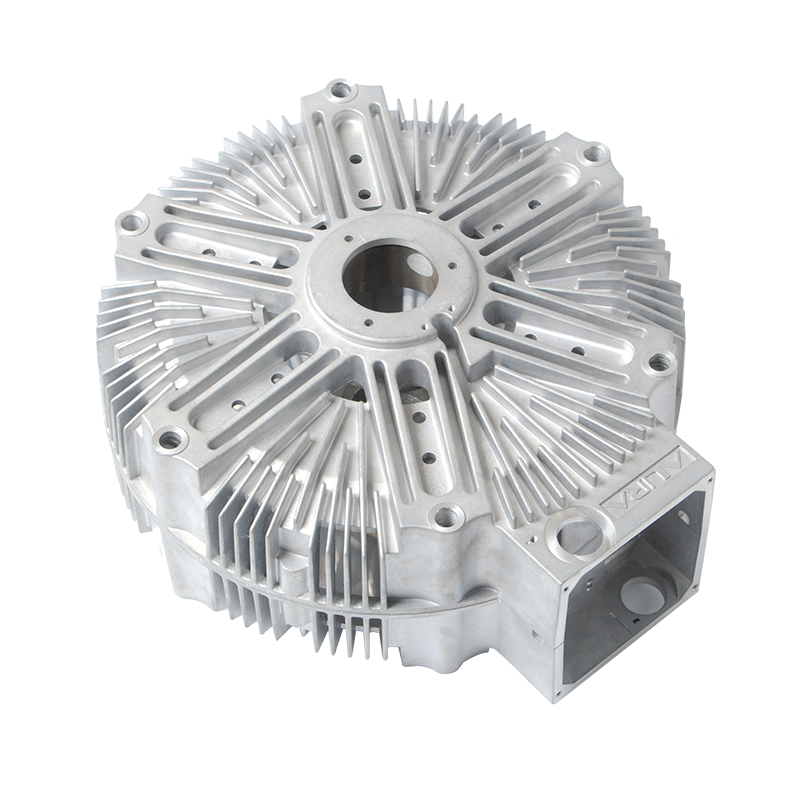
Tlakové liatie automobilových dielov predstavuje jadro aplikácie technológie vysokotlakového liatia hliníkových zliatin v automobilovej výrobe. Prostredníctvom presných foriem sa roztavený hliník rýchlo plní a tvaruje pod vysokým tlakom, aby sa v jedinej operácii vyrobili zložité, rozmerovo presné a konštrukčné komponenty s hladkým povrchom. V porovnaní s tradičnými oceľovými zváranými zostavami dosahujú hliníkové tlakové odliatky zníženie hmotnosti o 40 % až 60 %, čím sa etablujú ako dominantný výrobný proces pre kritické komponenty vrátane blokov motorov, krytov prevodoviek, chladičov LED pouličného osvetlenia, krytov motorov nových energetických automobilov a telies ventilov. Ningbo Jieda Molding & Machine Co., Ltd, ako výrobca tlakových odliatkov s certifikáciou IATF16949, prevádzkuje sériu automatických tlakových odlievacích strojov Lijin v rozsahu od 1600T do 200T spolu s viac ako 80 sadami presných CNC obrábacích zariadení, ktoré implementujú riadenie v uzavretej slučke od návrhu formy až po dodávku hotového produktu.
Technológia tlakového liatia hliníka dominuje v automobilovom priemysle vďaka svojim integrovaným výhodám v oblasti materiálového výkonu, účinnosti tvárnenia a kontroly nákladov. Hustota hliníkovej zliatiny je iba 2,7 g/cm³, čo je menej ako jedna tretina v porovnaní s oceľou, čo umožňuje výrazné odľahčenie tenkostenných konštrukčných dielov, ako sú skrine prevodoviek a koncové kryty motora. Vysokotlakové liatie dosahuje rýchlosti plnenia 30 až 60 m/s, pričom výrobné cykly jedného kusa sa zvyčajne pohybujú od 30 do 90 sekúnd, čo ho robí ideálnym pre veľkoobjemovú automatizovanú výrobu. Odliatky pod tlakom poskytujú rozmerovú presnosť CT6 až CT8 a drsnosť povrchu Ra3,2 až 6,3, čo si vyžaduje minimálny prídavok na obrábanie a poskytuje vysokú mieru využitia materiálu.
| Porovnávací faktor | Odlievanie hliníka pod tlakom | Tradičné liatie do piesku | Lisovanie a zváranie ocele |
| Hmotnosť jedného dielu | Znížené o 40 % až 60 % | Podobné | Základná línia |
| Minimálna hrúbka steny | Dosiahnuteľné pri 2,0 mm | Zvyčajne nad 4 mm | Obmedzené obmedzeniami razenia |
| Presnosť rozmerov | CT6 až CT8 | CT10 až CT12 | Závisí od kontroly deformácie zvárania |
| Čas výrobného cyklu | 30 až 90 sekúnd na časť | Niekoľko hodín na jednu formu | Viacnásobná akumulácia procesov |
| Drsnosť povrchu | Ra3,2 až 6,3 | Ra12,5 až 25 | Ra6,3 až 12,5 |
Údaje v tabuľke ukazujú, že tlakové liatie hliníka má nenahraditeľné výhody pri tenkostennom, vysoko presnom a rýchlom tvárnení. Ak si vezmeme ako príklad nové energetické kryty automobilových motorov, tlakové liatie hliníka umožňuje kontrolu hrúbky steny do 2,5 mm, čím sa znižuje celková hmotnosť približne o 45 % v porovnaní s liatinovými riešeniami. Integrovaný proces tlakového liatia eliminuje riziká tesnenia spojené so zváraním, zatiaľ čo kanály chladiacej vody môžu byť vytvorené priamo vo forme, čím sa zvyšuje účinnosť tepelného rozptylu motora.
Aplikácie tlakového liatia automobilových dielov teraz pokrývajú štyri hlavné sektory: systémy hnacej sústavy, prevodové systémy, podvozkové systémy a konštrukcie karosérie. V motorových systémoch hliníkové tlakovo liate piesty, kryty hláv valcov a sacie potrubie účinne znižujú hmotnosť vratného pohybu a zlepšujú spotrebu paliva. V prevodových aplikáciách skrine prevodovky vyrobené z tlakovo liateho hliníka nielen znižujú hmotnosť zostavy, ale využívajú aj vynikajúcu tepelnú vodivosť na uľahčenie chladenia prevodového oleja a predlžujú intervaly výmeny maziva.
Rýchly vývoj nových energetických vozidiel otvoril nové možnosti rastu pre technológiu tlakového liatia. Kryty motora, koncové dosky batériových zdrojov a kryty ovládačov využívajú prevažne riešenia na odlievanie hliníka. Kryty motora napríklad vyžadujú integrované kanály chladiacej vody a vnútorné montážne ramená, ktoré majú zložité konštrukcie s vysokými nárokmi na tesnenie. Tlakové liatie umožňuje jednorazové tvarovanie profilov vodných kanálov, čím sa znižuje počet operácií obrábania a riziko úniku. Okrem toho, medziodvetvové aplikácie, ako sú chladiče LED pouličného osvetlenia a telesá pneumatických ventilov, čerpajú z vyspelých odborných znalostí v oblasti tlakového liatia v automobilovom priemysle, pričom využívajú vysoký koeficient tepelnej vodivosti hliníka na účinné odvádzanie tepla.
| Systém aplikácie | Typické diely odlievané pod tlakom | Stupeň materiálu | Základné požiadavky na výkon |
| Systém motora | Piesty, kryty hlavy valcov, olejové vane | A380, ADC12 | Pevnosť pri vysokej teplote, odolnosť proti opotrebovaniu |
| Prenosový systém | Skrinka prevodovky, skriňa spojky | A380, AlSi10MnMg | Tuhosť, tesnenie, tepelná vodivosť |
| Nová energetická hnacia sústava | Kryt motora, koncové dosky batérie | AlSi10MnMg, A365 | Tepelná vodivosť, tienenie EMI, vzduchotesnosť |
| Podvozkový systém | Kĺby riadenia, konzoly na ovládacie ramená | A356, AlSi7Mg | Únavová sila, nárazová húževnatosť |
| Štruktúra tela | Spoje A-stĺpikov, tlmiče | AlSi10MnMg | Absorpcia energie pri náraze, spoľahlivosť pripojenia |
Je pozoruhodné, že prelomy v integrovanej technológii tlakového liatia umožnili výrobu zadných podlahových zostáv Tesla Model Y a podobných ultra veľkých konštrukčných komponentov v jednej operácii odlievania. Tento prístup spája viac ako 70 jednotlivých lisovaných a zváraných dielov do jedného tlakového odliatku, čo výrazne zjednodušuje dodávateľské reťazce a montážne procesy. Tento trend naznačuje, že technológia tlakového liatia sa vyvíja od jednozložkovej výroby k rozsiahlym integrovaným konštrukčným dielom.
Vysokokvalitné tlakové liatie autodielov závisí od systematickej koordinácie medzi návrhom formy, parametrami odlievania a operáciami následného spracovania. Počas fázy návrhu formy, umiestnenie brány, vetracie kanály a usporiadanie chladiaceho okruhu priamo určujú úplnosť plnenia a mieru vnútornej pórovitosti. Integrované dizajnové platformy CAD/CAE/CAM umožňujú virtuálnu simuláciu toku hliníka, zmršťovania pri tuhnutí a distribúcie tepelného napätia, čo umožňuje včasnú identifikáciu rizík defektov vrátane zachytenia plynu, studených uzáverov a praskania za tepla.
Presná kontrola parametrov tlakového liatia je rovnako dôležitá. Pre automatické tlakové odlievacie stroje triedy 1600 ton typické procesné okná zahŕňajú: teplota roztaveného hliníka 680 až 720 °C, teplota formy 180 až 240 °C, vstrekovací tlak 60 až 100 MPa, s vysokorýchlostnými spínacími polohami presne nastavenými podľa hrúbky steny dielu. Nadmerná teplota hliníka zvyšuje inklúziu oxidov a tendenciu spájkovania v matrici, zatiaľ čo nedostatočná teplota formy vedie k studeným uzáverom a stopám po povrchovom toku. V dôsledku toho koordinovaná kontrola medzi jednotkami teploty formy a strojmi na tlakové liatie tvorí základ pre konzistenciu vsádzky.
Operácie následného spracovania zahŕňajú odstránenie brány, tepelné spracovanie, presné obrábanie a povrchovú úpravu. Tepelné spracovanie T6 výrazne zvyšuje pevnosť v ťahu materiálu A356 z približne 180 MPa v odliatom stave na viac ako 310 MPa. Pre komponenty kritické pre tesnenie, ako sú skrine prevodoviek a telesá ventilov, je povinné 100 % testovanie tesnosti pomocou héliových hmotnostných spektrometrických detektorov netesností schopných identifikovať mikroúniky na úrovniach 1×10⁻⁵Pa·m³/s.
Zatiaľ čo hliníkové zliatiny dominujú automobilovým veľkým konštrukčným komponentom, tlakové liatie zinku si zachováva jedinečnú hodnotu v malých presných dieloch. Teplota topenia zliatiny zinku je približne 420 °C, podstatne nižšia ako u hliníkových zliatin, čo vedie k zníženiu tepelného zaťaženia foriem a predĺženej životnosti formy dosahujúcej 500 000 až 1 000 000 cyklov v porovnaní so 100 000 až 200 000 cyklami pred generálnou opravou foriem na tlakové liatie hliníka. Zinkové tlakové odliatky dosahujú vyššiu rozmerovú presnosť na úrovniach CT4 až CT5, s povrchmi vhodnými na priame dekoratívne chrómovanie, ktoré sa bežne používa na zámkové mechanizmy automobilových dverí, ozdobné emblémy a presné konektory v malosériových aplikáciách s vysokou pridanou hodnotou.
Hustota zliatiny zinku 6,7 g/cm³ je však približne 2,5-krát väčšia ako hustota hliníka, čo obmedzuje jej použitie v primárnych konštrukciách automobilov s ľahkým pohonom. Výrobcovia tlakových odliatkov preto zvyčajne rozhodujú o výbere materiálu medzi hliníkom a zinkom na základe rozmerov dielov, cieľových hmotností a funkčných požiadaviek: veľké kryty a konštrukčné komponenty uprednostňujú hliníkové zliatiny, zatiaľ čo malé presné prevodové komponenty a ozdobné diely môžu zvážiť riešenia foriem na odlievanie zinku.
Pri výbere dodávateľov tlakového liatia automobilových dielov sa odporúča hodnotenie v troch dimenziách: systémy kvality, možnosti vybavenia a technické tímy. Po prvé, certifikácia IATF16949 slúži ako vstupná hranica pre dodávateľské reťazce automobilového priemyslu, ktorá vyžaduje od dodávateľov implementáciu riadenia rizík v rámci procesov vývoja dizajnu, výroby a služieb. Po druhé, tonáž upínacej sily stroja na tlakové liatie určuje maximálnu projektovanú plochu vyrobených dielov; Vybavenie triedy 1600 ton pokrýva väčšinu skríň prevodoviek a motorov, zatiaľ čo ultra veľké integrované konštrukčné komponenty vyžadujú stroje nad 6000 ton.
Schopnosť vlastného dizajnu formy predstavuje ďalší kľúčový ukazovateľ. Výrobcovia vybavení viac ako 80 CNC obrábacími centrami, EDM strojmi a zariadeniami na rezanie drôtom môžu dokončiť celý proces návrhu formy, obrábania, montáže a skúšobnej výroby na mieste, čím sa skrátia vývojové cykly nových produktov. Okrem toho laboratórne konfigurácie so spektrometrami, röntgenovými kontrolnými systémami a súradnicovými meracími strojmi zaisťujú úplnú sledovateľnosť údajov od príjmu suroviny až po odoslanie hotového produktu.
Ste pripravení Spolupracovať S Jiedou?
* Váš e -mail je u nás v bezpečí, nemáme spam.
Výrobky
Kontaktné informácie
nbjd011@126.com
+86-574-86115705
Č. 58 Mold Road, Daqi Technology Industrial Zone, okres Beilun, Ningbo