Kroky procesu tlakového liatia: Kompletný sprievodca
Odlievanie pod tlakom je proces odlievania kovu, ktorý zahŕňa vtláčanie roztaveného kovu pod vysokým tlakom do dutiny formy. Proces pozostáva z štyri hlavné fázy: príprava formy, vstrekovanie kovu, chladenie a tuhnutie a vyhadzovanie . Typický cyklus vysokotlakového liatia sa dokončí 15 až 90 sekúnd, v závislosti od zložitosti dielu a materiálu.
Postup tlakového liatia krok za krokom
1. Príprava a upnutie formy
Proces tlakového liatia začína prípravou oceľovej formy (formy). Dve polovice matrice sa vyčistia, namažú separačným prostriedkom a spoja sa pomocou a vysoká upínacia sila v rozmedzí od 100 do 4 000 ton vydržať vstrekovací tlak. Udržiava sa správna teplota formy (zvyčajne 150 °C – 300 °C pre hliník), aby sa zabezpečil optimálny tok kovu a zabránilo sa predčasnému tuhnutiu.
2. Vstrekovanie roztaveného kovu
Roztavený kov – obyčajne hliník, zinok alebo horčík – sa prenesie do nábojovej komory a vtlačí sa do dutiny formy pod vysoký tlak medzi 1 500 a 25 000 psi (10 – 170 MPa) . Fáza injekcie zvyčajne trvá 0,05 až 0,15 sekundy pre tenkostenné komponenty. Toto rýchle plnenie zabraňuje tvorbe oxidov a zaisťuje úplné vyplnenie dutiny.
3. Chladenie a tuhnutie
Po vstreknutí roztavený kov rýchlo ochladzuje a tuhne vďaka systému vodou chladených foriem. Čas chladenia sa líši podľa hrúbky materiálu:
- Tenké rezy (1–2 mm): 5-10 sekúnd
- Stredné časti (3–5 mm): 10-20 sekúnd
- Hrubé časti (>5 mm): 20 – 40 sekúnd
4. Vyhadzovanie a orezávanie
Po stuhnutí sa matrica otvorí a vyhadzovacie čapy vytlačia odliatok. Prebytočný materiál (blesk, žľaby a brány) sa odstráni orezávaním. Moderné automatizované systémy môžu dosiahnuť vyhadzovacie cykly už za 15 sekúnd pre jednoduché zinkové komponenty.
Analýza času cyklu vysokotlakového liatia
Vysokotlakové liatie (HPDC) je cenené pre svoje rýchle výrobné možnosti. Celkový čas cyklu je súčtom viacerých fáz:
| Fáza procesu | Jednoduchá časť | Komplexná časť |
|---|---|---|
| Uzatváranie a upínanie matrice | 2–3 sekundy | 3–5 sekúnd |
| Kovové vstrekovanie | 0,05 – 0,1 sekundy | 0,1 – 0,3 sekundy |
| Chladenie/tuhnutie | 10-15 sekúnd | 30 – 60 sekúnd |
| Otváranie a vysúvanie matrice | 2–3 sekundy | 4–8 sekúnd |
| Celkový čas cyklu | 15 – 25 sekúnd | 40 – 90 sekúnd |
Tlakové liatie zinku zvyčajne dosahuje rýchlejšie časy cyklov ako hliník vďaka nižšiemu bodu topenia zinku (419 °C oproti 660 °C) a vynikajúcej tekutosti. Zinkové zložky často dokončia cykly v 15 – 30 sekúnd v porovnaní s hliníkom 30 – 90 sekúnd .
Tlakové liatie vs liatie do piesku: Porovnanie procesov
Pochopenie rozdielov medzi liatím pod tlakom a liatím do piesku pomáha výrobcom vybrať si vhodný proces:
| Parameter | Vysokotlakové liatie | Odlievanie do piesku |
|---|---|---|
| Výrobná rýchlosť | Vysoká (stovky za hodinu) | Nízka (desiatky za hodinu) |
| Povrchová úprava | Výborne (Ra 0,8–3,2 μm) | Drsný (Ra 12,5–25 μm) |
| Presnosť rozmerov | ±0,1 mm | ±0,5–1 mm |
| Hrúbka steny | Tenký (0,8 – 3 mm) | Hustý (3 – 50 mm) |
| Náklady na nástroje | Vysoká (20 000 – 200 000 USD) | Nízka (1 000 – 10 000 USD) |
| Rozsah veľkostí dielov | Malé až stredné (do 20 kg) | Malé až veľmi veľké (až niekoľko ton) |
| Materiálové možnosti | Obmedzené (zliatiny Al, Zn, Mg, Cu) | Prakticky neobmedzene (všetky liate kovy) |
Smernica pre výber: Vyberte si tlakové liatie pre veľkoobjemovú výrobu (> 10 000 jednotiek/rok), ktoré si vyžaduje prísne tolerancie a vynikajúcu povrchovú úpravu. Vyberte si liatie do piesku pre malosériovú výrobu, veľké komponenty alebo pri práci so železnými kovmi, ako je liatina.
Odlievanie zinku: Výhody a aplikácie
Tlakové liatie zinku ponúka jedinečné výhody, vďaka ktorým je ideálne pre špecifické aplikácie:
Kľúčové vlastnosti materiálu
- Nízka teplota topenia (419 °C): Znižuje spotrebu energie a predlžuje životnosť matrice (až 1 000 000 výstrelov oproti 100 000 pre hliník)
- Vynikajúca tekutosť: Umožňuje odlievanie stien tenkých ako 0,3 mm so zložitými detailmi
- Vysoká rázová húževnatosť: Zliatiny zinku odolávajú Energia nárazu 50–60 J , čím prekonáva hliník a horčík
- Vynikajúca opracovateľnosť: Jednoduchšie spracovanie po odlievaní v porovnaní s inými kovmi odlievanými pod tlakom
Bežné aplikácie
Odlievanie zinku dominuje v:
- Komponenty automobilového interiéru (kľučky dverí, emblémy, ozdobné lišty)
- Kryty a konektory elektronických zariadení
- Inštalatérske zariadenia a hardvér
- Hračky a spotrebný tovar vyžadujúce vysoké detaily
Tlakové liatie v automobilovom priemysle
Automobilový sektor predstavuje najväčší trh pre tlakové liatie so spotrebou približne 50 – 60 % všetkých hliníkových odliatkov globálne. Nedávne priemyselné trendy ukazujú významný nárast aplikácií štrukturálnych komponentov.
Hlavné automobilové aplikácie
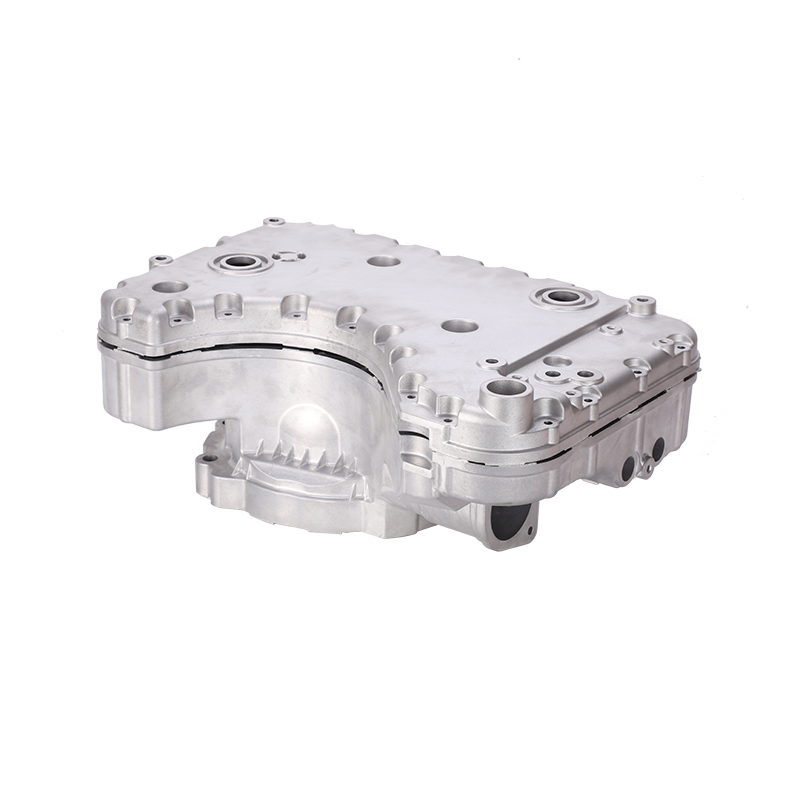
- Kryty prevodovky: Komplexné geometrie vyžadujúce tlakotesné tesnenie
- Bloky motora a hlavy valcov: Vysoké požiadavky na tepelnú vodivosť
- Konštrukčné prvky tela: Zadný spodok vozidla Tesla Model Y využíva a 6000-tonový stroj na tlakové liatie výroba jedného kusu nahrádzajúceho 70 lisovaných komponentov
- Časti riadenia a zavesenia kolies: Požiadavky na vysoký pomer pevnosti a hmotnosti
Priemyselné trendy
Posun smerom k elektrickým vozidlám (EV) zintenzívnil dopyt po tlakovom odlievaní:
- Kryty a priehradky na batérie: Veľké tenkostenné konštrukcie vyžadujúce elektromagnetické tienenie
- Kryty motora: Presná integrácia chladiaceho kanála
- Technológia mega-casting: Jednodielne odliatky skracujú čas montáže 30 – 40 % a hmotnosť podľa 10 – 20 %
Výber výrobcu tlakového odliatku: Kľúčové kritériá
Pri získavaní služieb tlakového liatia vyhodnoťte výrobcov na základe týchto kritických faktorov:
Technické schopnosti
- Rozsah tonáže stroja: Uistite sa, že kapacita zodpovedá veľkosti vašej časti (bežný rozsah: 180 – 4 000 ton)
- Materiálové znalosti: Overte si skúsenosti s vašou konkrétnou zliatinou (Al-Si-Cu, zliatiny zinku Zamak, horčík AZ91D)
- Certifikáty kvality: ISO 9001, IATF 16949 pre automobilový priemysel, AS9100 pre letectvo
- Vlastný dizajn nástrojov: Znižuje dodacie lehoty o 20 – 30 % v porovnaní s outsourcovanou výrobou foriem
Produkčné metriky na overenie
| Metrické | Priemyselný štandard | Vysokovýkonný cieľ |
|---|---|---|
| Výnos prvého prechodu | 85 – 90 % | > 95 % |
| Miera defektov pórovitosti | <2 % | <0,5 % |
| Rozmerový CPK | >1,33 | >1,67 |
| Dodacia lehota nástrojov | 12-16 týždňov | 8-10 týždňov |
Časté otázky o čistých tampónoch pri tlakovom liatí
Prečo sú čisté tampóny nevyhnutné pri tlakovom odlievaní?
Čisté tampóny zohrávajú kľúčovú úlohu pri udržiavaní kvality tlakového odliatku a predchádzaní defektom. Používajú sa na:
- Čistenie povrchu matrice: Odstránenie zvyškov separačných činidiel, nánosov oxidu hlinitého a zvyškov maziva medzi cyklami
- Údržba brokovej komory: Čistenie hrotov a objímok piestu, aby sa zabránilo spájkovaniu (hliník sa lepí na oceľové povrchy)
- Čistenie ventilačného systému: Odstránenie blokád, ktoré spôsobujú poruchy pórovitosti plynu
Odporúčané typy tampónov na tlakové liatie
- Tampóny odolné voči vysokej teplote: Schopný odolať povrchovým teplotám matrice až 350 °C bez degradácie vlákniny
- Priemyselné tampóny nepúšťajúce vlákna: Polyesterové alebo penové tampóny, ktoré nezanechávajú žiadne zvyšky vlákien, ktoré by mohli spôsobiť inklúzie
- Tampóny s detekciou kovov: Pre potravinárske alebo kritické bezpečnostné aplikácie, kde sa musí eliminovať kontaminácia cudzími predmetmi
Osvedčené postupy na používanie tampónov
Ak chcete maximalizovať účinnosť, implementujte tieto postupy:
- Na zabránenie krížovej kontaminácii použite špeciálne tampóny pre rôzne oblasti matrice (dutina vs. výstrelová komora).
- Tampóny vymeňte každý 4–6 hodín nepretržitej prevádzky alebo keď sa objaví viditeľné znečistenie
- Aplikujte kompatibilné čistiace rozpúšťadlá (izopropylalkohol na ľahké čistenie, špecializované odstraňovače matrice na silné nánosy)
- Frekvencia čistenia dokumentov v protokoloch riadenia procesu pre sledovateľnosť kvality
Vplyv na efektivitu výroby
Správna údržba tampónu priamo ovplyvňuje prevádzkové metriky:
- Znížená miera odpadu: Vyrábajú sa čisté formy O 15–25 % menej dielov s povrchovou chybou
- Predĺžená životnosť matrice: Pravidelné čistenie zabraňuje korózii a erózii, čím predlžuje životnosť matrice 20 – 30 %
- Kratšia odstávka údržby: Preventívne čistenie znižuje počet neplánovaných zastávok 40 % v porovnaní s reaktívnymi čistiacimi protokolmi