Získať cenovú ponuku
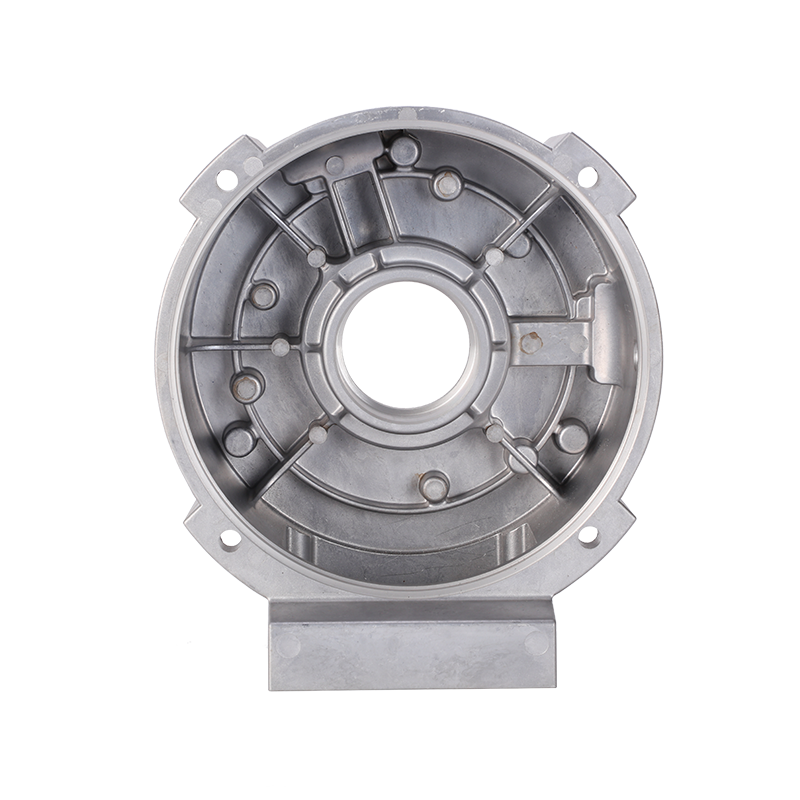
1. Vysoké využitie materiálu a odľahčenie
Odlievanie pod tlakom vstrekuje roztavenú hliníkovú zliatinu do dutiny formy vysokou rýchlosťou, čím dosahuje takmer 100% naplnenie, minimalizuje odpad z polotovarov a dosahuje vysoké využitie materiálu.
V porovnaní s tradičným odlievaním alebo lisovaním ponúkajú tlakové odliatky jednotnú hrúbku steny, čím výrazne znižujú hmotnosť komponentov pri zachovaní pevnosti, čím spĺňajú požiadavky na odľahčenie moderných prevodoviek.
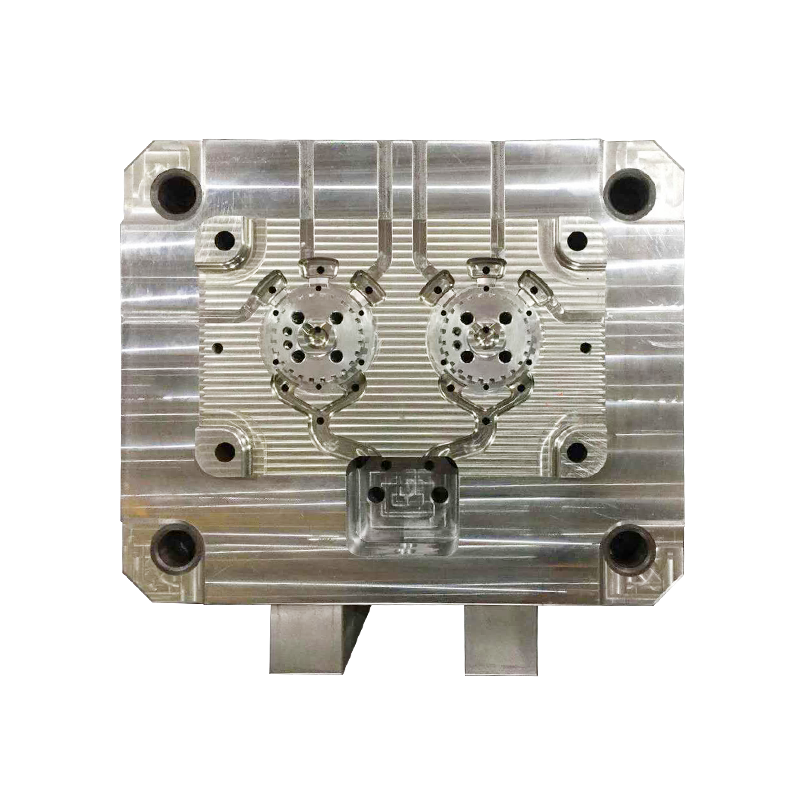
2. Komplexné štruktúry dosiahnuté v jedinom procese formovania
Prostredníctvom presného dizajnu foriem pomocou CAD/CAE môže tlakové liatie produkovať zložité geometrie, ako sú viaceré otvory, rebrá, závity a lokalizačné otvory v jedinom procese, čím sa eliminuje potreba následného sekundárneho obrábania.
Toto je obzvlášť dôležité pre vnútorné olejové kanály, rebrá na odvádzanie tepla a montážne polohovacie štruktúry v tlakových odliatkoch prevodoviek, čím sa zlepšuje integrácia produktu.
3. Vysoká efektívnosť výroby a nákladové výhody
Automatizované stroje na tlakové liatie ponúkajú krátke časy cyklu (zvyčajne 30 – 60 sekúnd na diel), čo umožňuje kontinuálnu veľkoobjemovú výrobu. Náklady na diel výrazne klesajú so zvyšujúcim sa výkonom. Minimálny ručný zásah a dlhá životnosť lisovnice (až desiatky tisíc cyklov) robia tlakové liatie puzdier prevodoviek vysoko konkurencieschopným na globálnom trhu.
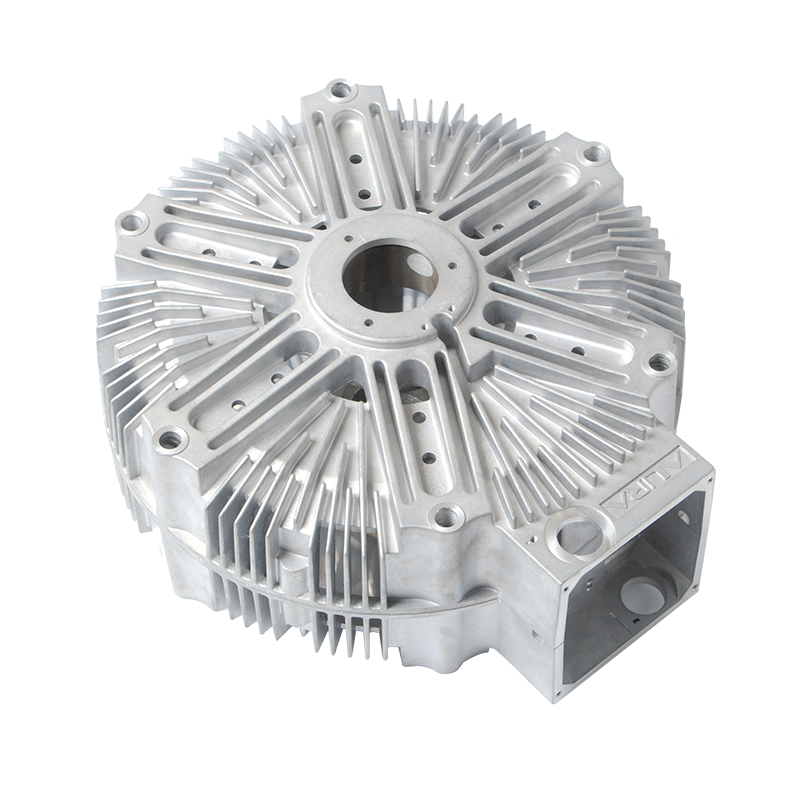
4. Vynikajúce mechanické vlastnosti
Tlakové odliatky z hliníkovej zliatiny ponúkajú vynikajúcu pevnosť, tuhosť a tepelnú odolnosť, čím spĺňajú prevádzkové požiadavky prevodoviek pri vysokej rýchlosti a zaťažení.
Následným tepelným spracovaním a povrchovou úpravou je možné ešte zvýšiť ich tvrdosť a odolnosť proti korózii a zabezpečiť tak dlhodobú spoľahlivú prevádzku.
Ako sa vykonávajú tepelné úpravy alebo povrchové úpravy na zlepšenie pevnosti a odolnosti proti korózii?
1. Umelé starnutie roztokom (systém T6)
Tlakový odliatok sa zahreje na teplotu roztoku zliatiny (približne 530 °C), udržiava sa po určitú dobu a potom sa rýchlo ochladí, aby sa eliminovalo vnútorné napätie pri odlievaní a homogenizovala sa štruktúra.
Následné umelé starnutie pri 150–200 °C rovnomerne rozdelí vyzrážanú fázu, čím sa výrazne zlepší medza klzu a pevnosť v ťahu. 2. Nauhličovanie alebo nitridačné povrchové kalenie
Uhlík alebo dusík sa infiltruje do povrchu tlakovo odliateho dielu v nízkoteplotnej nauhličovacej alebo nitridačnej atmosfére, čím sa vytvorí tvrdá nauhličená vrstva.
Hrúbka nauhličovanej vrstvy je regulovateľná (zvyčajne 0,1–0,3 mm), čo výrazne zlepšuje tvrdosť povrchu a odolnosť proti opotrebeniu. Je vhodný pre skrine prevodoviek s vysokým trením.
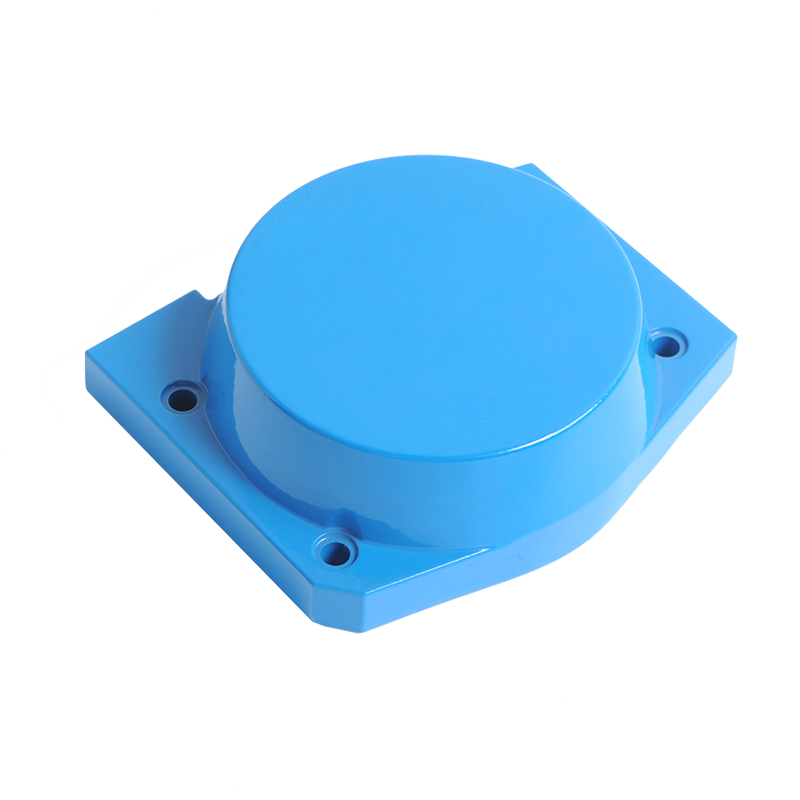
3. Eloxovanie (tvrdé anodické)
Na povrchu hliníkovej zliatiny sa elektrolýzou vytvorí hustý film oxidu hlinitého (hrúbka 10–25 µm). Tento film je tvrdý, odolný voči opotrebovaniu a má dobré elektrické izolačné vlastnosti.
Eloxovanie tiež ponúka rôzne dekoratívne farby, ktoré zlepšujú vzhľad produktu a zároveň zvyšujú odolnosť proti korózii.
4. Antikorózny náter (fosfátovanie, lakovanie, práškové lakovanie)
Fosfátovanie vytvára rovnomerný fosfátový film na kovovom povrchu, zlepšuje priľnavosť následných náterov a poskytuje počiatočnú ochranu proti korózii.
Lakovanie alebo práškové lakovanie vytvára na povrchu hustú organickú ochrannú vrstvu, ktorá blokuje vlhkosť a korozívne médiá, čím sa predlžuje životnosť skríň prevodoviek odlievaných pod tlakom.
Ste pripravení Spolupracovať S Jiedou?
* Váš e -mail je u nás v bezpečí, nemáme spam.
Výrobky
Kontaktné informácie
nbjd011@126.com
+86-574-86115705
Č. 58 Mold Road, Daqi Technology Industrial Zone, okres Beilun, Ningbo