Získať cenovú ponuku
Počas tlakového liatia často vznikajú chyby v dôsledku nerovnováhy toku kovu, vedenia tepla a konštrukcie formy. Presná kontrola kľúčových parametrov procesu môže účinne znížiť chybovosť.
Kontrola teploty kvapalnej fázy: Prísne kontrolujte teplotu liatia roztaveného hliníka, aby ste predišli neúplnému stuhnutiu a defektom za studena, ktoré sú spôsobené príliš nízkymi teplotami.
Odstraňovanie plynov: Počas procesu tavenia použite technológiu fúkania dusíkom alebo héliom na odstránenie rozpustených plynov, ako je vodík, z roztaveného hliníka, čím sa zabráni pórovitosti plynu a pórovitosti zmršťovania.
Filtrácia nečistôt: Použite kovovú sieťovinu alebo keramické filtre na odstránenie trosky a oxidových usadenín z roztaveného hliníka, čím sa zabezpečí jeho čistota.
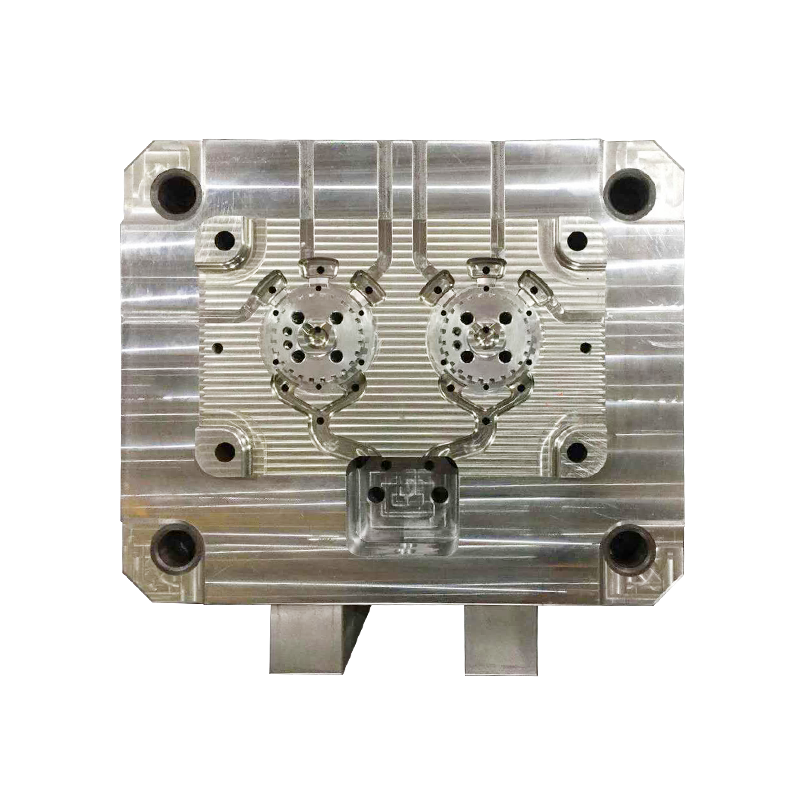
Dizajn chladiaceho systému: Optimalizujte prietok a teplotu kanálov chladiacej vody, aby ste zabezpečili rovnomerné rozloženie teploty vo forme, čím sa zabráni deformácii alebo tepelnému praskaniu spôsobenému nadmernými lokálnymi teplotnými rozdielmi.
Návrh brány: Analýza dynamiky výpočtovej tekutiny (CFD) sa používa na optimalizáciu brány, vtokového a distribučného systému, čím sa zabezpečí dostatočná tekutosť roztaveného kovu počas prúdenia a zabráni sa vzniku studených triesok.
Údržba formy: Pravidelne kontrolujte lesk a opotrebenie povrchu formy a okamžite vymeňte poškodené diely, aby ste zaistili kvalitu povrchu odliatkov.
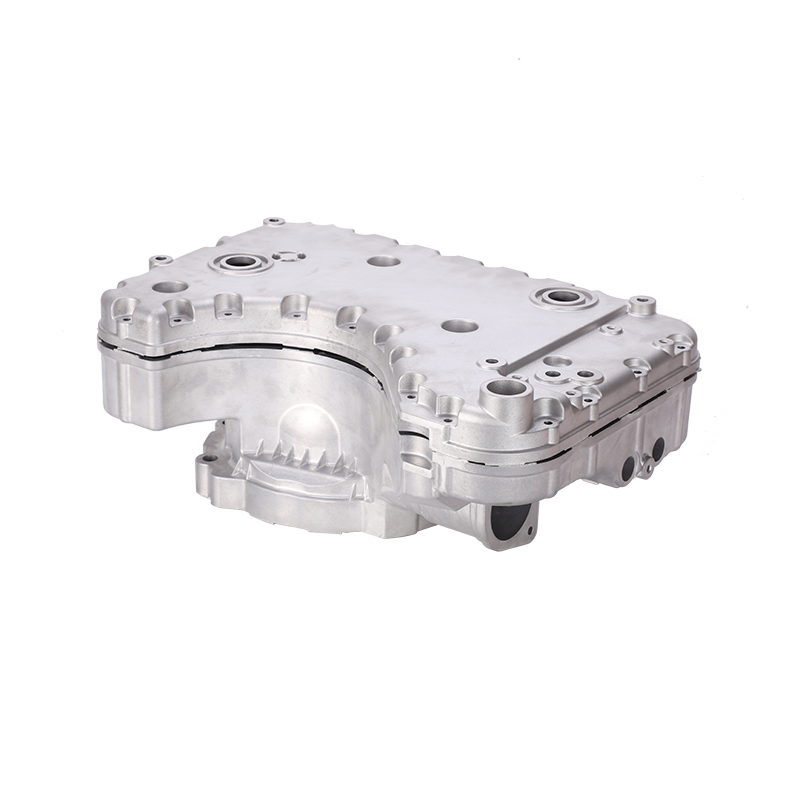
Regulácia rýchlosti vstrekovania: Rýchlosť vstrekovania je presne riadená na základe tekutosti roztaveného hliníka a zložitosti dielov, aby sa zabránilo pórovitosti v dôsledku nedostatočného prietoku.
Nastavenie doby zdržania: Doba zdržania a tlak sú vhodne nastavené, aby sa zabezpečilo, že roztavený hliník úplne vyplní formu a kompenzuje zmršťovanie, čím sa znižuje riziko pórovitosti a zmršťovacích dutín.
Usporiadanie bodu vstrekovania: Optimálne umiestnenie bodu vstrekovania sa určuje pomocou analýzy konečných prvkov, aby sa predišlo poklesu teploty a defektom spôsobeným príliš dlhými dráhami toku roztaveného kovu.
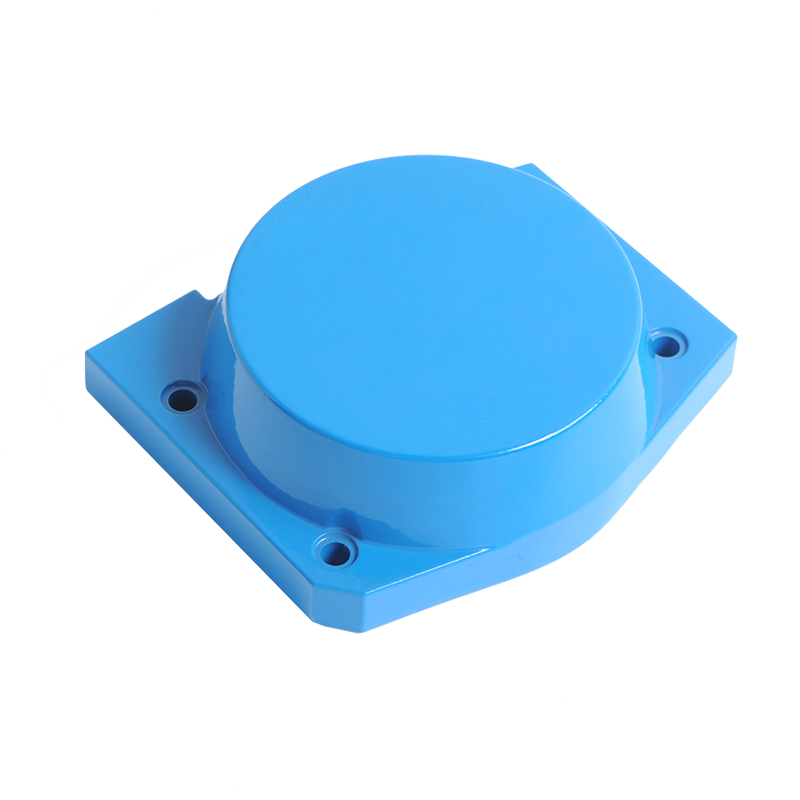
Nedeštruktívne testovanie: Röntgenová kontrola alebo ultrazvukové defektoskopy sa používajú na vykonávanie nedeštruktívneho testovania vnútorných defektov, aby sa zabezpečila kvalita hotového produktu.
Monitorovanie procesu: Monitorovanie krivky vstrekovania vstrekovacieho stroja v reálnom čase, zaznamenávanie parametrov vstrekovania každého stroja, aby sa vytvoril základ pre sledovateľnosť kvality.
Neustále zlepšovanie: Zavedenie uzavretého systému riadenia kvality (napríklad IATF 16949), štatistická analýza objavených defektov a nepretržitá optimalizácia parametrov procesu.
Ste pripravení Spolupracovať S Jiedou?
* Váš e -mail je u nás v bezpečí, nemáme spam.
Výrobky
Kontaktné informácie
nbjd011@126.com
+86-574-86115705
Č. 58 Mold Road, Daqi Technology Industrial Zone, okres Beilun, Ningbo