Získať cenovú ponuku
1. Príprava a montáž formy
Vopred opracovaná horná a spodná polovica formy sú namontované na tlakové liatie autodielov prítlačná doska stroja, ktorá zaisťuje pevné uloženie a zaistenie na mieste.
Aby sa zabránilo lepeniu kovu, často sa na povrch dutiny formy nastrieka žiaruvzdorný povlak alebo sa povrch očistí štetcom.
2. Zahrievanie a vstrekovanie roztaveného kovu
Zliatina hliníka alebo horčíka sa zahrieva na vhodnú teplotu topenia (približne 600 – 700 °C) v peci a potom sa vstrekuje do dutiny formy vysokou rýchlosťou a rovnomerne pomocou vysokotlakového vstrekovacieho systému.
Vysokotlakové vstrekovanie môže vyplniť zložité dutiny vo veľmi krátkom čase, čím sa zabezpečí rovnomerná hrúbka steny.
3. Rýchle chladenie a tuhnutie
Po vstupe do dutiny formy sa kov okamžite rýchlo ochladí chladiacim systémom formy (zvyčajne chladením vodou alebo olejom), čím sa vytvorí hustá kryštalická štruktúra.
Rýchle tuhnutie je kľúčovým krokom k dosiahnutiu jemnej hrúbky steny a vysokej rozmerovej presnosti.
4. Otvorenie formy a odstránenie dielu
Po úplnom stuhnutí kovu sa forma otvorí a horúca časť sa vysunie pomocou vyhadzovacieho zariadenia.
Po odstránení sa vykoná potrebné odihlovanie, čistenie a povrchová úprava, aby sa splnili následné požiadavky na montáž.
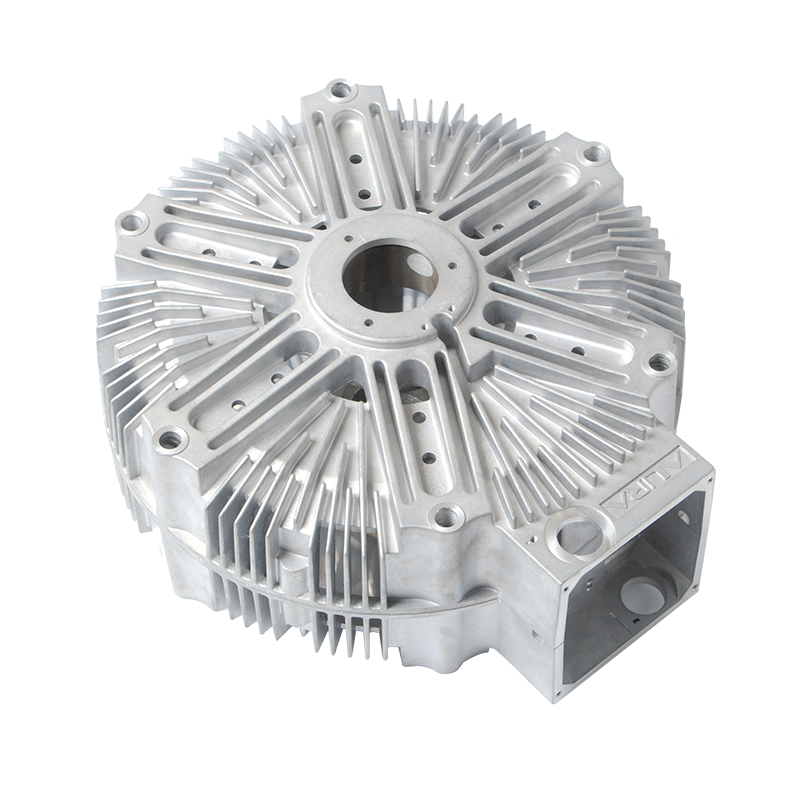
Ako tlakové liatie zlepšuje pevnosť a odolnosť automobilových dielov? Mechanizmy tlakového liatia na zvýšenie pevnosti a trvanlivosti
1. Štruktúra jemných zŕn
Vysokotlakové vstrekovanie a rýchle chladenie spôsobujú, že zliatina počas tuhnutia vytvára jemné a rovnomerné zrná. Jemné zrná výrazne zlepšujú medzu klzu a únavovú životnosť materiálu.
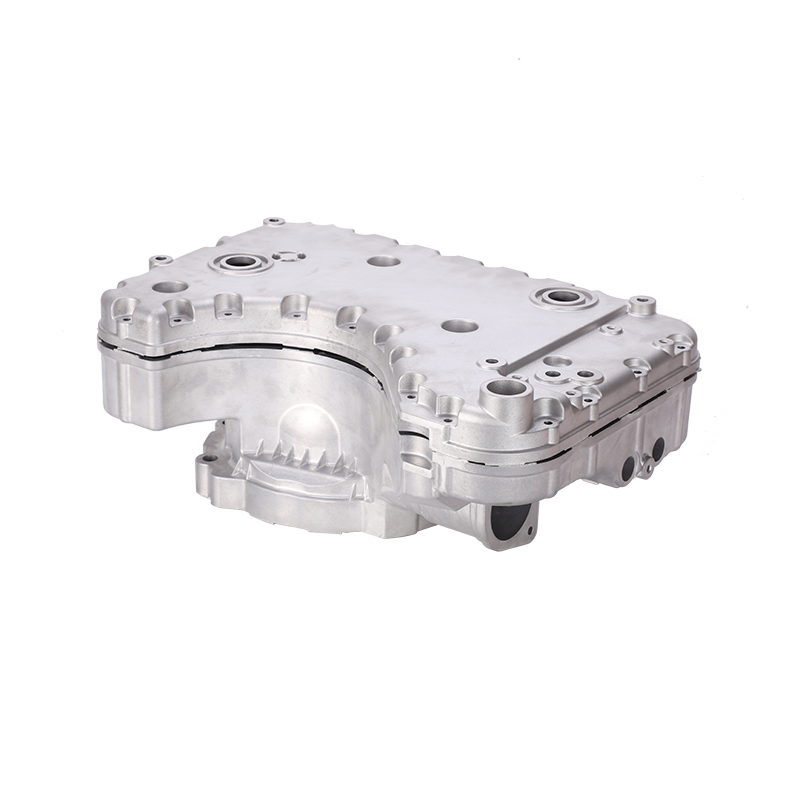
2. Vynikajúca povrchová úprava a rozmerová presnosť
Tlakové liatie poskytuje odliatky takmer čistého tvaru s nízkou drsnosťou povrchu a malými rozmerovými chybami, čím sa znižuje koncentrácia napätia počas následného obrábania a montáže, čím sa zlepšuje celková životnosť.
3. Rozloženie racionálnych rebier a výstužných rebier
Počas fázy návrhu formy sa optimalizáciou tvarov rebier (ako sú šesťuholníky a lichobežníky) dosiahne rovnomerné rozloženie napätia, čím sa zabráni lokalizovanej koncentrácii napätia, ktorá by mohla viesť k prasklinám alebo deformácii. Dobrý konštrukčný dizajn priamo zvyšuje odolnosť dielu proti nárazu a odolnosť proti únave.
4. Kontrola pórovitosti a defektov
Vďaka presným procesným parametrom (rýchlosť vstrekovania, čas zdržania, rýchlosť chladenia) a systému odvetrávania plynu sa minimalizujú vnútorné defekty, ako je pórovitosť a zmršťovacie dutiny, aby sa zabezpečila hustota a spoľahlivosť odliatkov.
Ste pripravení Spolupracovať S Jiedou?
* Váš e -mail je u nás v bezpečí, nemáme spam.
Výrobky
Kontaktné informácie
nbjd011@126.com
+86-574-86115705
Č. 58 Mold Road, Daqi Technology Industrial Zone, okres Beilun, Ningbo