Získať cenovú ponuku
V modernej priemyselnej výrobe Odlievanie dielov motora pod tlakom sa vyvinul z tradičných procesov odlievania na vysoko presnú a vysoko efektívnu výrobnú technológiu. V súčasnosti sa celosvetový trh s tlakovým odlievaním dielov motorov rozširuje zloženým ročným tempom rastu 5,8 % , pričom sa predpokladá, že veľkosť trhu prekročí 42 miliárd USD do roku 2028. Technológia tlakového liatia nielenže výrazne zlepšuje hustotu a rozmerovú presnosť dielov motora, ale tiež riadi mieru šrotu pod 1,5 % prostredníctvom automatizovanej výroby, vďaka čomu je nenahraditeľným kľúčovým článkom v dodávateľskom reťazci výroby motorov.
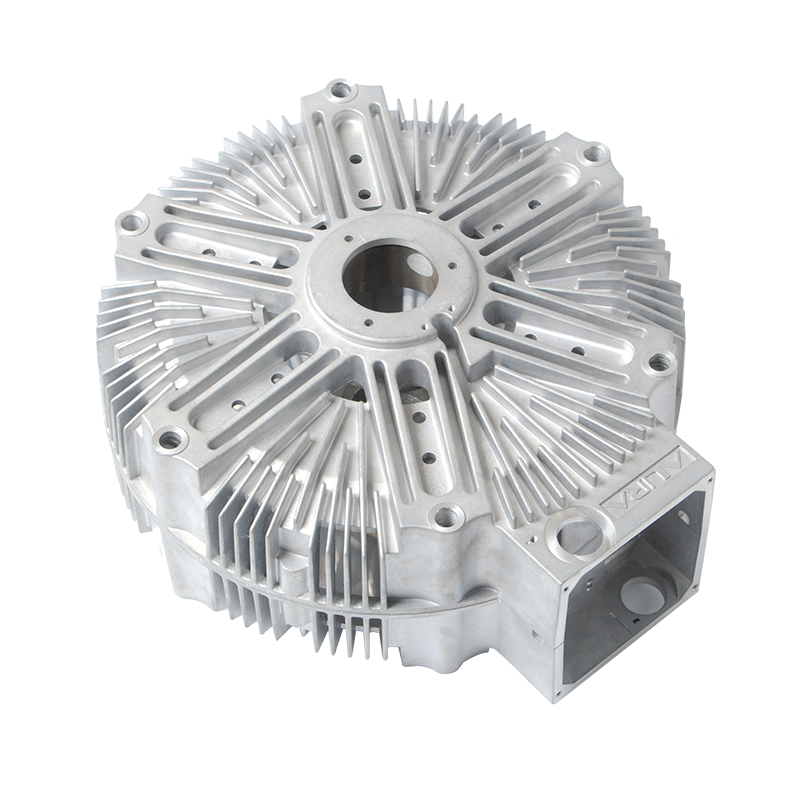
Pre výrobcov znamená zvládnutie pokročilých procesov tlakového liatia získanie trojitých výhod v kvalite produktu, výrobných nákladoch a dodacích cykloch. Ak vezmeme ako príklad telesá motora z hliníkovej zliatiny, po použití vysokotlakového liatia je možné zmenšiť hrúbku steny pod 2,5 mm , hmotnosť sa zníži o viac ako 30 % a účinnosť odvádzania tepla sa zlepšuje o 20 % —tieto ukazovatele výkonu priamo určujú konkurenčnú výhodu motorov v nových energetických vozidlách a aplikáciách priemyselnej automatizácie.
Výrobný proces motorových dielov prešiel tromi kľúčovými fázami. Prvou fázou je gravitačné liatie, ktoré sa spolieha na vlastnú hmotnosť roztaveného kovu na vyplnenie formy. Je vhodný pre diely s jednoduchou štruktúrou a nižšími požiadavkami na presnosť, ale trpí vysokou mierou pórovitosti a nízkou drsnosťou povrchu. Druhým stupňom je nízkotlakové liatie, kde je roztavený kov plynulo vtláčaný do formy tlakom vzduchu, čím sa znižuje pórovitosť na 3 % – 5 % , ale stále nespĺňa požiadavky na presné časti motora.
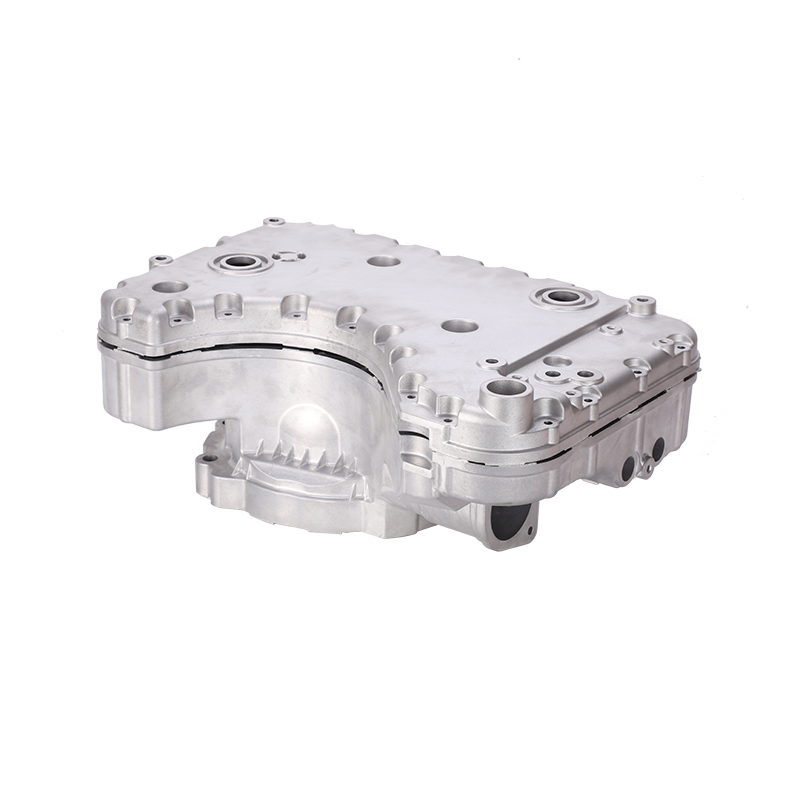
Tretia etapa, ktorá je súčasnou hlavnou technológiou vysokotlakového liatia, dosahuje vstrekovacie tlaky 30-150 MPa . Roztavený kov rýchlo vyplní dutinu formy pod vysokým tlakom, pričom časy chladenia sa skrátia na 3-8 sekúnd a dosiahnutím výrobných cyklov 30-60 sekúnd na jeden výstrel . Ak vezmeme ako príklad kryty koncov motora, výrobky na vysokotlakové liatie môžu kontrolovať rozmerové tolerancie ± 0,05 mm s hodnotami Ra drsnosti povrchu nižšie 1,6 μm , plne spĺňajúce požiadavky na presnosť montáže motora.
Priemysel v súčasnosti zrýchľuje svoj prechod na inteligentné bunky na tlakové liatie. Kompletný inteligentný systém tlakového liatia integruje monitorovanie teploty v reálnom čase, analýzu tlakovej krivky a robotickú automatickú extrakciu dielov. Údaje ukazujú, že po zavedení inteligentných systémov regulácie teploty sa výkyvy teploty hliníkovej kvapaliny znížili z ±15°C na ± 3 °C . Výsledné zlepšenie rozmerovej stability znižuje následné prídavky na obrábanie 40 % zníženie nákladov na obrábanie dielov o 12 % – 18 % .
Kontrola kvality pri tlakovom odlievaní dielov motora závisí od presnej regulácie viacerých parametrov procesu. Nasledujúca tabuľka porovnáva, ako rôzne nastavenia parametrov ovplyvňujú typické chyby:
| Procesný parameter | Odporúčaný rozsah | Primárne súvisiace chyby | Úroveň dopadu |
|---|---|---|---|
| Teplota kvapaliny hliníka | 660 až 720 °C | Studené uzávery, spájkovanie | Vysoká |
| Teplota formy | 180 až 260 °C | Pórovitosť, horúce trhliny | Vysoká |
| Rýchlosť vstrekovania | 2-6 m/s | Zachytenie vzduchu, oxidové inklúzie | Stredne vysoké |
| Intenzifikačný tlak | 30-80 MPa | Poréznosť zmršťovania, nedostatočná hustota | Vysoká |
| Čas zotrvania | 3-10 sekúnd | Poréznosť zmršťovania, rozmerová odchýlka | Stredná |
Ako je uvedené v tabuľke, teplota hliníkovej kvapaliny, teplota formy a intenzifikačný tlak sú tri základné parametre ovplyvňujúce kvalitu tlakového odlievania častí motora. Ako príklad uvedieme tlakové liatie krytu motora, keď teplota formy klesne pod 180 °C , miera defektov za studena stúpne nad 8% ; keď je intenzifikačný tlak nedostatočný pri 30 MPa , môže dôjsť k prekročeniu pórovitosti vnútorného zmrštenia 5% , čo vážne ovplyvňuje tesniaci výkon motora a účinnosť odvádzania tepla.
V oblasti tlakového liatia dielov motorov tvoria hliníkové zliatiny viac 85 % trhového podielu, pričom ADC12 a A380 sú dve najčastejšie používané triedy. ADC12 má obsah kremíka 9,6 % – 12,0 % ponúka vynikajúcu tekutosť vhodnú na výrobu tenkostenných, zložitých koncových krytov motora a spojovacích boxov; A380 má obsah medi 3,0 % – 4,0 % s dosahujúcou pevnosťou v ťahu 320 MPa , vďaka čomu je vhodnejší pre držiaky motorov a základne vystavené vysokému mechanickému zaťaženiu.
Tradičné hliníkové zliatiny však čelia prekážkam v tepelnej vodivosti. Čistý hliník má tepelnú vodivosť 237 W/(m·K) , zatiaľ čo ADC12 klesne na približne 96 W/(m·K) kvôli vysokému obsahu kremíka. S cieľom riešiť vysoké požiadavky na odvod tepla nových motorov pre pohon energetických vozidiel priemysel podporuje hliníkové zliatiny s nízkym obsahom kremíka a vysokou tepelnou vodivosťou, ktoré môžu zvýšiť tepelnú vodivosť. 150-170 W/(m·K) pri zachovaní dostatočnej plynulosti odlievania.
Hustota horčíkovej zliatiny je len 64 % hliníková zliatina (1,81 g/cm³ oproti 2,71 g/cm³), čo demonštruje obrovský potenciál v odľahčení motora. Telesá motora môžu byť odliate z horčíkovej zliatiny AZ91D 25 % – 30 % ľahšie ako hliníkové verzie, pričom špecifická pevnosť (pomer pevnosti k hustote) sa výrazne zlepšuje 15 % . Diely motorov odlievaných pod tlakom z horčíkovej zliatiny v súčasnosti dosiahli dávkové aplikácie v niektorých špičkových elektrických náradiach a motoroch bezpilotných lietadiel, pričom ročné miery rastu prekračujú 12 % .
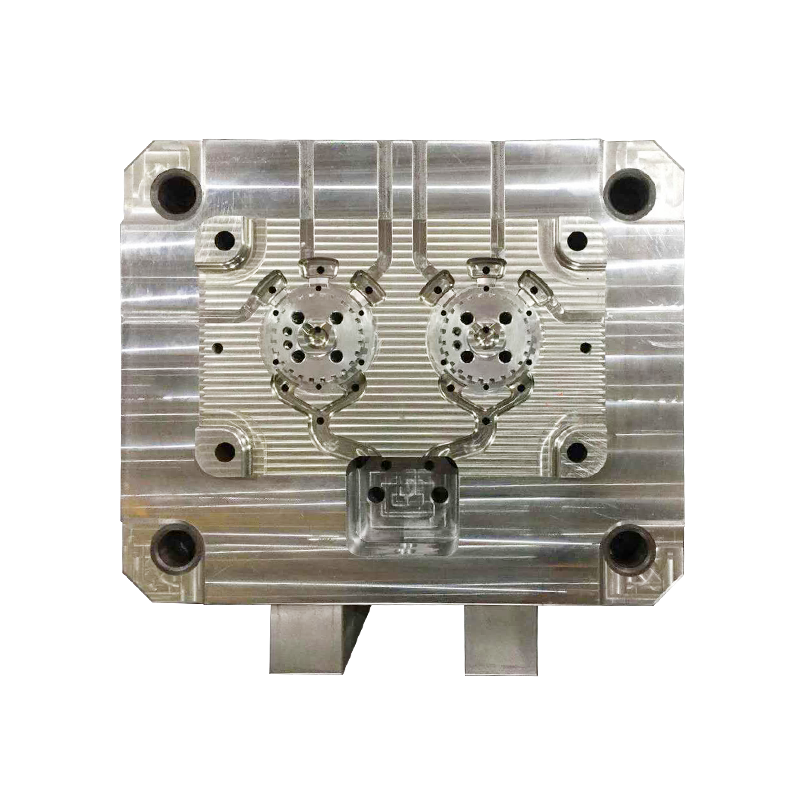
Formy na tlakové liatie predstavujú prvú bránu určujúcu kvalitu motorových dielov – ich konštrukčná presnosť a životnosť priamo ovplyvňujú výrobné náklady a konzistenciu produktu. Pre formu na tlakové liatie krytu motora musí byť drsnosť povrchu dutiny riadená nižšie Ra 0,4 μm , s presným dosahovaním montážnej vôle 0,02 mm úrovni.
Výber formovacej ocele je rovnako dôležitý. Nástrojová oceľ H13 pre prácu za tepla so svojou vynikajúcou odolnosťou voči tepelnej únave sa stala hlavným materiálom pre formy na tlakové liatie častí motorov, pričom tvrdosť sa zvyčajne reguluje pri HRC 44-48 . Za normálnych podmienok používania a údržby môže byť forma H13 dokončená 80 000 – 120 000 cykly tlakového liatia. S pokročilou technológiou povrchovej nitridácie je možné predĺžiť životnosť formy 150 000 cyklov , čím sa znížia náklady na amortizáciu formy na jeden výstrel 35 % .
Dizajn vtokov je kľúčovou technológiou v technike výroby foriem. Pre koncové kryty motora s nerovnomernou hrúbkou steny, prijatie brány ventilátorov v kombinácii s lokálnej intenzifikácie procesy umožňujú roztavenému kovu dokončiť vyplnenie dutiny 0,3 sekundy , účinne zabraňuje zachyteniu vírového vzduchu. Aktuálne výrobné údaje ukazujú, že optimalizovaný dizajn vtoku môže znížiť mieru defektov pórovitosti 4,2 % nadol 1,1 % .

Detekcia vnútorných defektov častí motora sa primárne spolieha na röntgenovú kontrolu a priemyselnú CT technológiu. Pre kryty motorov pohonu nových energetických vozidiel sú štandardnými kritériami kvality: nepresahujúci priemer jednotlivých pórov 1,0 mm a celková plocha pórov predstavuje menej ako 2% plochy prierezu. Priemyselné CT s vysokým rozlíšením (rozlíšenie 5 μm ) umožňuje 100% inline inšpekcia s kontrolnými cyklami synchronizovanými s výrobnými cyklami tlakového odliatku, čím sa zabezpečí nulový únik defektov.
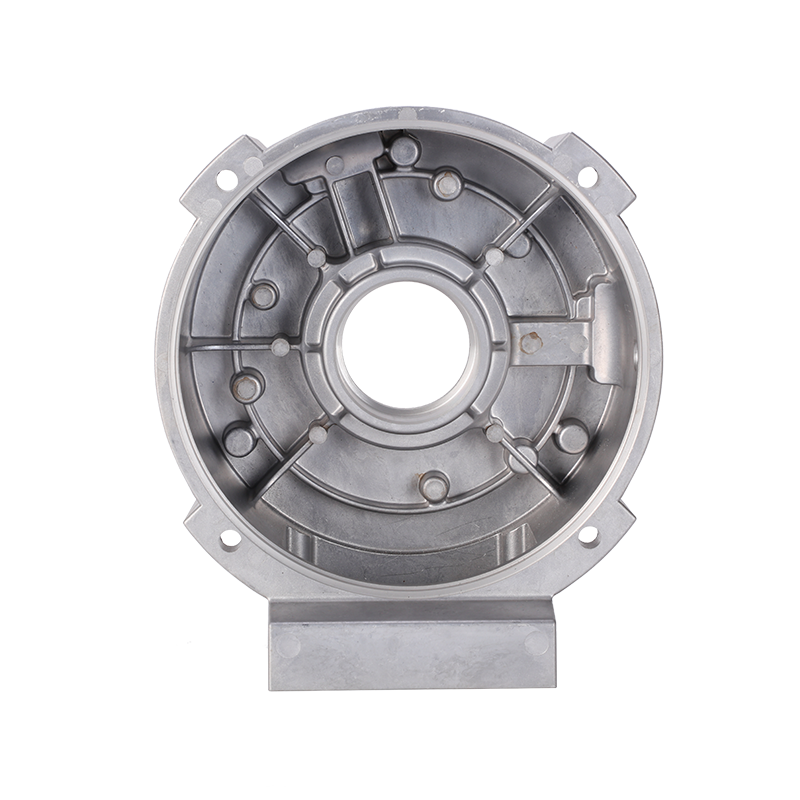
Diely motora odlievané pod tlakom zvyčajne vyžadujú presné opracovanie, aby sa dosiahli konečné montážne rozmery. Ak vezmeme ako príklad ložiskové skrine motora, rezerva polotovarov odlievaných pod tlakom 0,8-1,2 mm prídavok na obrábanie a po CNC spracovaní sa kontroluje tolerancia zaoblenia 0,01 mm , s drsnosťou povrchu Ra nižšie 0,8 μm , spĺňajúce požiadavky na presnosť uloženia s presahom ložísk.
Na povrchovú úpravu sú kryty motorov všeobecne prijímané anodizačnými alebo elektroforetickými procesmi. Hrúbka eloxovaného filmu je kontrolovaná pri 8-15 μm , čím sa zvyšuje tvrdosť povrchu nad HV 300 a zároveň poskytuje vynikajúcu izoláciu a odolnosť proti korózii. V prípade častí motora na vonkajšie použitie prekračujú požiadavky na testovanie soľným postrekom 500 hodín bez červenej hrdze, čo predstavuje dvojitú výzvu pre hustotu tlakového liatia a procesy povrchovej úpravy.
Priemysel tlakového liatia častí motorov čelí trom významným trendom:
Pre výrobcov si riešenie týchto trendov vyžaduje synchronizované investície do modernizácie zariadení, materiálového výskumu a vývoja a digitalizácie. Podniky vybavené veľkými strojmi na tlakové liatie vyššie 800 T , zvládnutie technológie rafinácie recyklovaného hliníka a vytvorenie kompletných databáz procesov získajú významné konkurenčné výhody na trhu v nasledujúcom období 3-5 rokov .
Ste pripravení Spolupracovať S Jiedou?
* Váš e -mail je u nás v bezpečí, nemáme spam.
Výrobky
Kontaktné informácie
nbjd011@126.com
+86-574-86115705
Č. 58 Mold Road, Daqi Technology Industrial Zone, okres Beilun, Ningbo