Získať cenovú ponuku
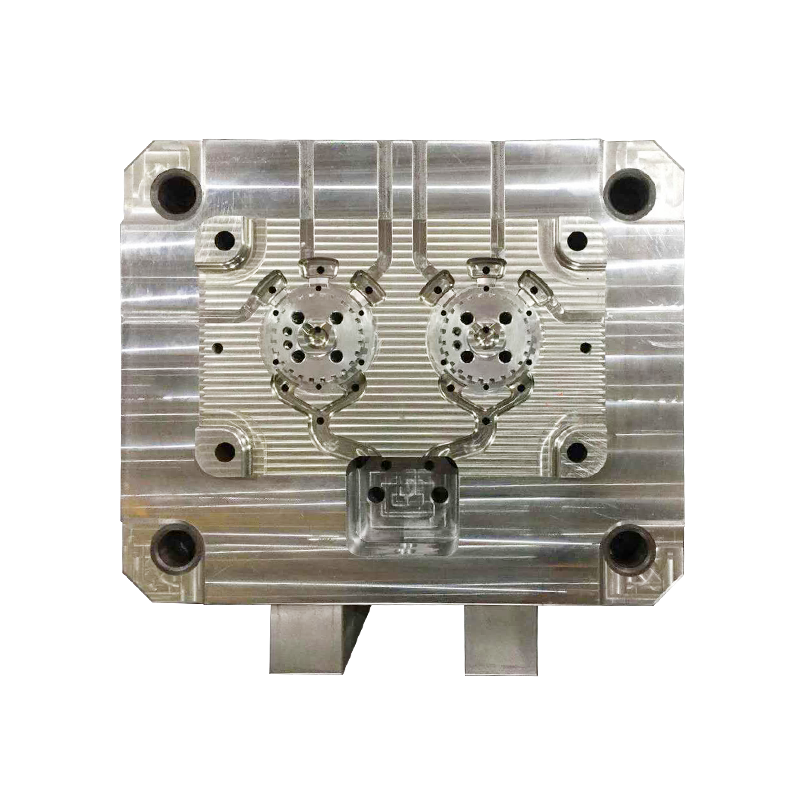
Výroba forma na tlakové liatie je presný a zložitý proces. Jednoducho povedané, ide o vytvorenie „kovovej formy“, ktorú je možné opakovane plniť roztaveným kovom na výrobu kovových častí.
Pred začatím práce je potrebné jasne definovať vzhľad formy. Dizajnéri naplánujú formovaciu časť formy na základe tvaru konečného produktu.
Výber deliacej čiary: Určenie miesta, kde sa forma "otvorí", aby sa umožnilo ľahké odstránenie dielu.
Návrh systému žľabu: Navrhnutie cesty pre roztavený kov do formy, ako je budovanie cesty pre roztavený kov, čím sa zabezpečí, že rýchlo a rovnomerne vyplní každý roh.
Vyhadzovací systém: Navrhovanie vyhadzovacích kolíkov, aby sa zabezpečilo hladké vysunutie dielu po ochladení.
V celom procese navrhovania je kľúčovým krokom analýza toku formy. Je to ako vykonať "virtuálnu skúšku" na počítači pred začiatkom skutočnej výroby, aby ste videli, ako roztavený kov prúdi vo forme.
Analýza toku formy (počítačová simulácia)
Pred dokončením návrhu technici importujú 3D model formy na tlakové liatie do špecializovaného analytického softvéru na simuláciu.
Simulácia procesu plnenia: Sleduje, či roztavený kov hladko prúdi do formy alebo sa zasekne v určitých rohoch alebo kde dochádza k turbulencii. To nám pomáha vopred identifikovať, či diel nebude mať chyby, ako je neúplná výplň alebo dutiny.
Predpovedanie miesta pórovitosti: Ako roztavený kov prúdi, vytláča vzduch z formy. Prostredníctvom analýzy môžeme predpovedať, kam bude vzduch stlačený, čo nám umožňuje presne vytvoriť otvory v týchto miestach, aby sme zabránili nepríjemným malým bublinám vo vnútri dielu.
Optimalizácia teplotnej rovnováhy: Táto funkcia analyzuje, ktoré oblasti formy sa počas nepretržitej prevádzky obzvlášť zahrievajú a ktoré oblasti sú príliš studené. Na základe týchto výsledkov vieme preusporiadať potrubia chladiacej vody tak, aby sa zabezpečilo rovnomerné zahrievanie celej formy na tlakové liatie, čím sa zabráni zmršťovaniu a deformácii dielu po ochladení.
Prostredníctvom tohto kroku môžeme opraviť potenciálne problémy pred plytvaním akoukoľvek oceľou alebo roztaveným kovom, čím si ušetríme problémy s opakovanými úpravami foriem neskôr.
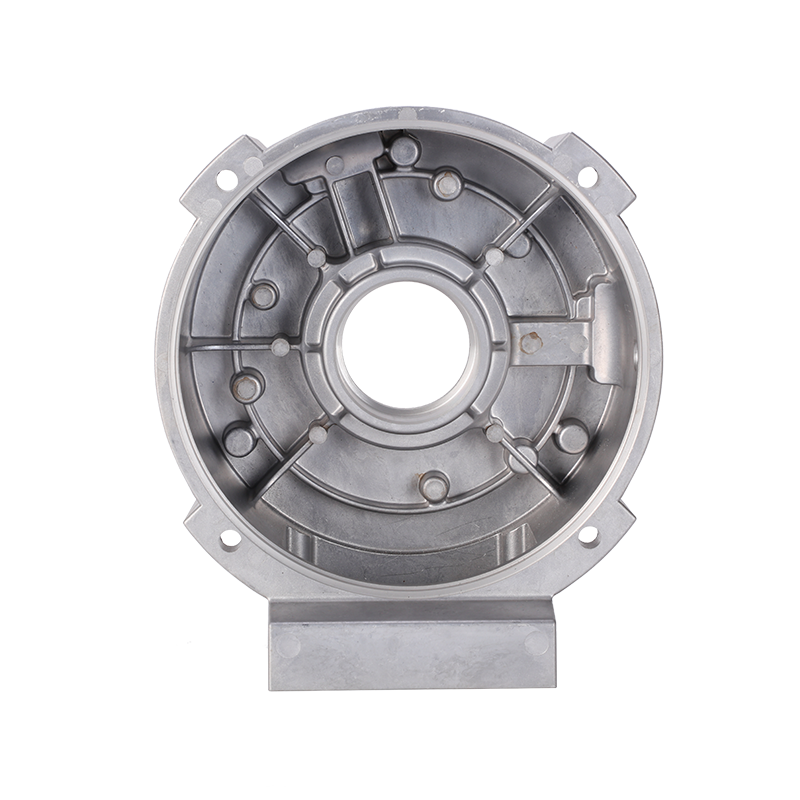
Pretože formy na tlakové liatie musia odolať vysokoteplotným roztaveným kovom (ako sú hliníkové zliatiny a zliatiny zinku), musí sa použiť špeciálna žiaruvzdorná a tlakovo odolná oceľ.
Výber materiálu: Zvyčajne sa vyberá vysoko pevná formovacia oceľ.
Hrubé obrábanie: Použitie veľkých obrábacích strojov na rezanie oceľového ingotu na bloky blízko konečného tvaru, odstránenie väčšiny prebytočného materiálu a ponechanie rezervy na následné presné obrábanie.
Oceľ po hrubom opracovaní ešte nie je dostatočne tvrdá.
Procesom vysokoteplotného ohrevu a rýchleho ochladzovania sa mení vnútorná štruktúra ocele, vďaka čomu je veľmi tvrdá a odolná voči opotrebovaniu, takže sa nedeformuje počas tisícok nasledujúcich cyklov tlakového liatia.
Toto je kľúčový krok pri určovaní presnosti formy.
Presné frézovanie: Použitie presnejších obrábacích strojov na jemné rezanie povrchu formy.
Obrábanie elektrickým výbojom (EDM): V prípade hlbokých otvorov, pravých uhlov alebo zložitých malých vzorov, ktoré sa nedajú dosiahnuť reznými nástrojmi, sa oceľ spracováva do vopred určeného tvaru pomocou elektródového výboja, napríklad „leptania“. Je to nevyhnutný spôsob výroby zložitých dielov.
Čím hladšia je vnútorná stena formy, tým lepšia je povrchová úprava výsledných dielov.
Pracovníci používajú brúsne alebo leštiace nástroje na vyleštenie stôp po nástrojoch, ktoré zostali po ručnom alebo mechanickom obrábaní, kým povrch formy nebude jasný ako zrkadlo. To tiež napomáha ľahšiemu vyberaniu dielov z formy počas výroby.
Zostavte všetky spracované časti vrátane jadra formy, základne formy, vodiacich kolíkov, vyhadzovacích kolíkov a potrubí chladiacej vody.
Kontrola zatvárania formy: Skontrolujte, či sú horná a spodná polovica formy dokonale zarovnaná.
Skúška vodného okruhu: Uistite sa, že vodovodné potrubia používané na chladenie vo vnútri formy nie sú upchaté a nedochádza k netesnostiam.
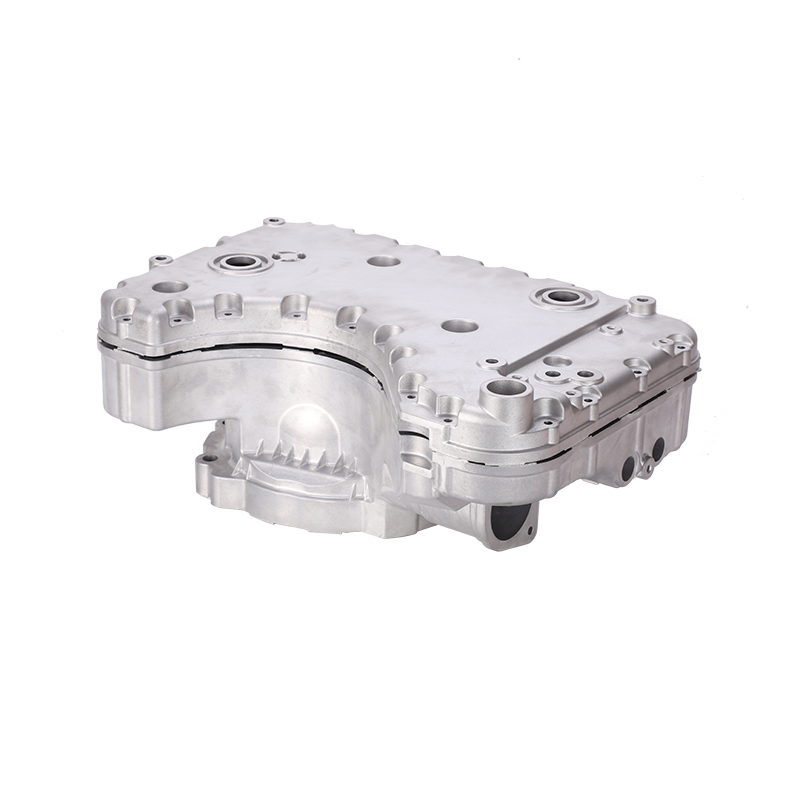
Dokončenie formy neznamená ukončenie úlohy; treba to otestovať skutočným vytlačením niekoľkých častí na stroji.
Kontrola vzorky: Skontrolujte diely, či nemajú vzduchové bubliny, neúplnú náplň alebo odchýlky rozmerov.
Jemné doladenie: Na základe skúšobných vzoriek sa vráťte do formy na konečné úpravy a optimalizáciu, kým nebudú vyrobené diely úplne kvalifikované.
Ste pripravení Spolupracovať S Jiedou?
* Váš e -mail je u nás v bezpečí, nemáme spam.
Výrobky
Kontaktné informácie
nbjd011@126.com
+86-574-86115705
Č. 58 Mold Road, Daqi Technology Industrial Zone, okres Beilun, Ningbo